本期目录:Ⅲ PT2000操作:
一:菜单简介:
1:工具 菜单
1)、文件管理 页面介绍
①、Nozzle信息
共通化页面
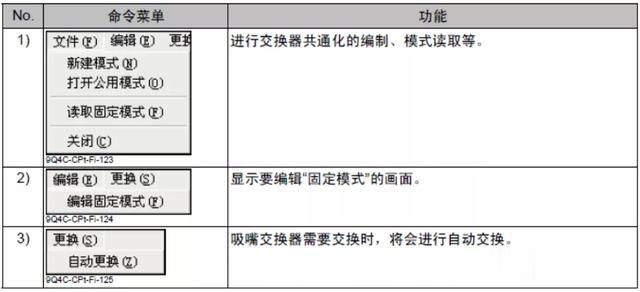
㈠ 文件
㈡ 编辑
㈢ 更换
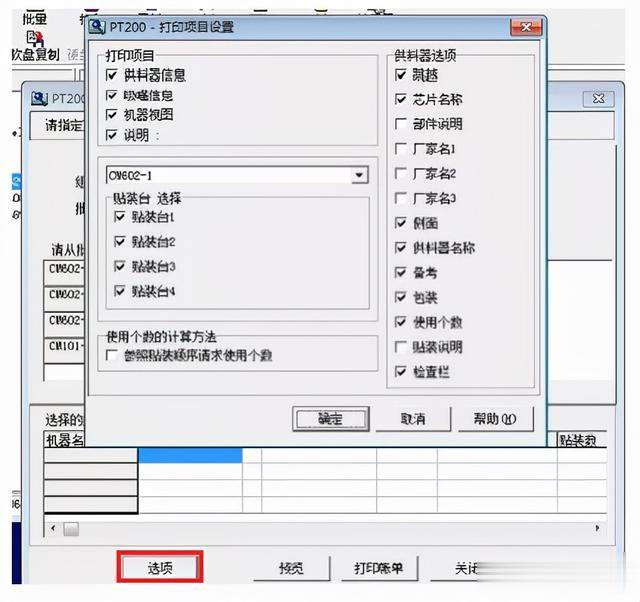
②、料站信息打印
选项
③、文件
④、工具
⑤、FD Copy
⑥、程序页面介绍
文件
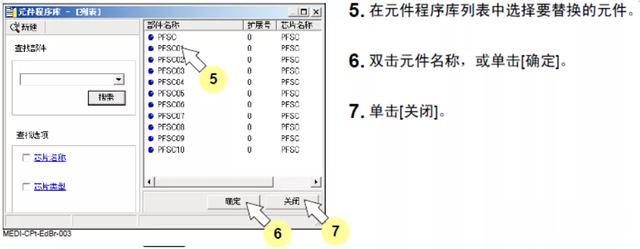
批量元件更换
代替元件模式编辑
工具
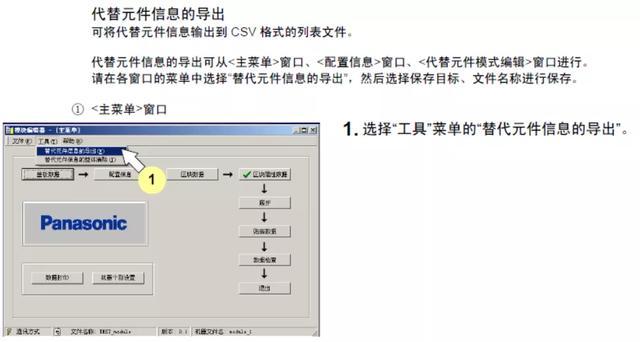
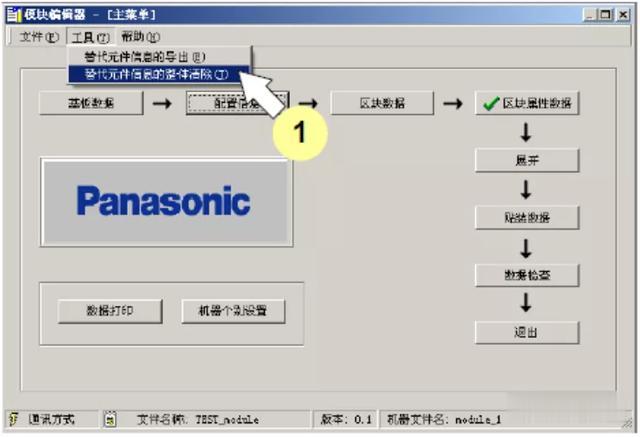
替代元件信息得导出
替代元件整体删除
㈠、Block Data
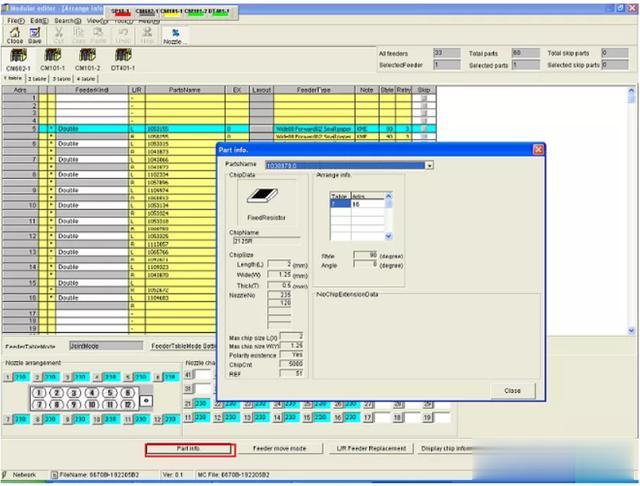
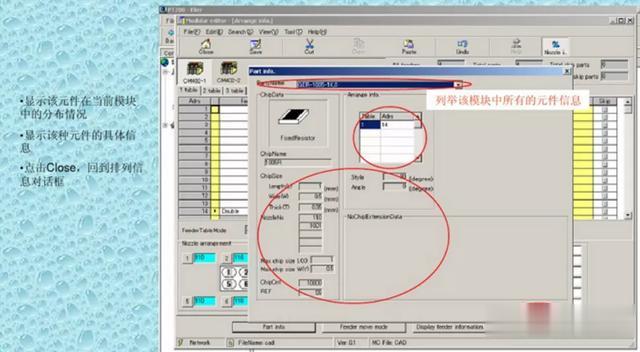
㈡、Arrange Info
元件信息
㈢、Block Data
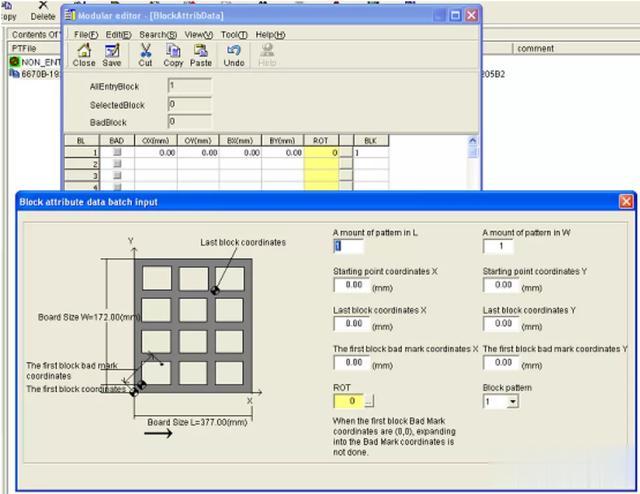
㈣、Block Attri Data
拼板设定
㈤、Expansion
错误修正
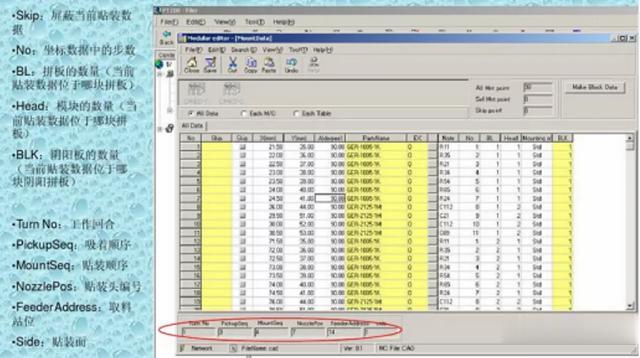
㈥、Mount Data
㈦ 数据检查
㈧ Each Setting
㈨ Mount Data和Block Data区别:
㈩ 注意:
程序贴装信息打印
⑦、查看
㈠ 选择查看字段
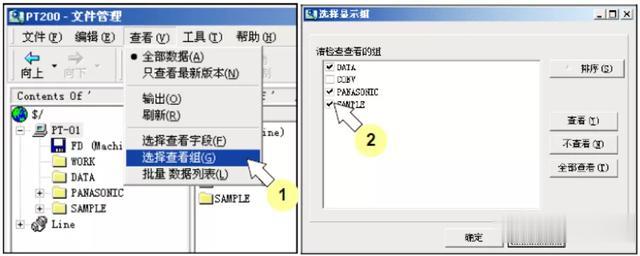
㈡ 选择查看组
⑧、Data
2)、生产线转换器
①、Editor
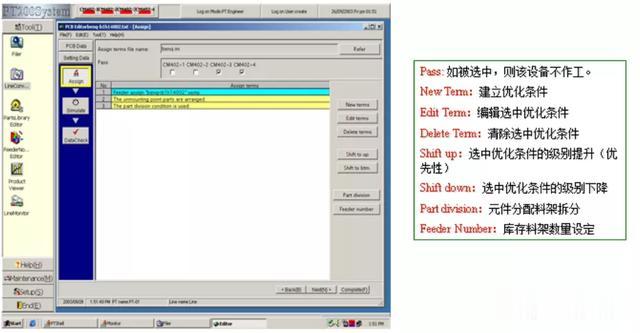
优化条件建立
数据导出
②、PCB view查看功能开启
异常处理
③、MJS
3)、元件库
①、编辑
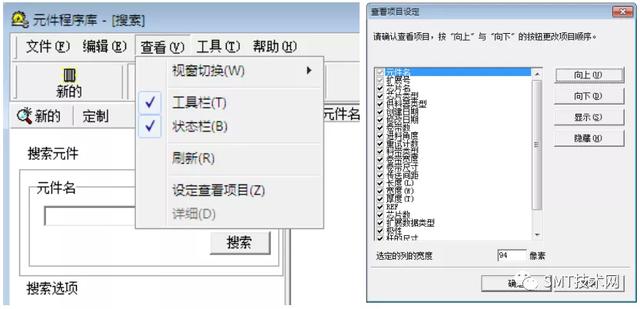
②、显示
③、工具
选项
④、列表
4)、Feeder/吸嘴库
①、Feeder库
②、吸嘴库
吸嘴真空值
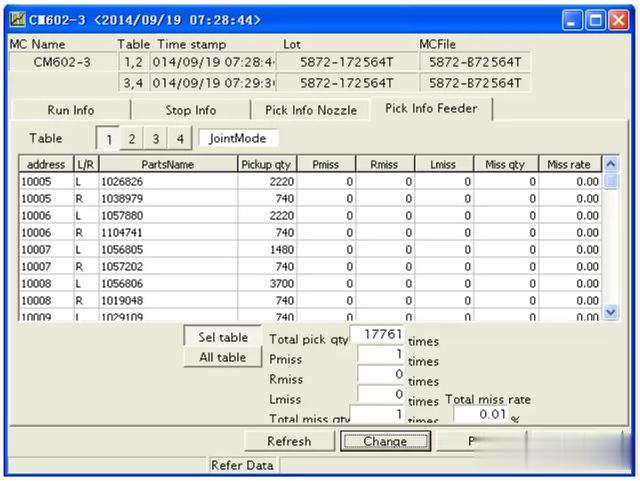
5)、实时生产动态查看
①、运行信息
切换
②、抛料信息
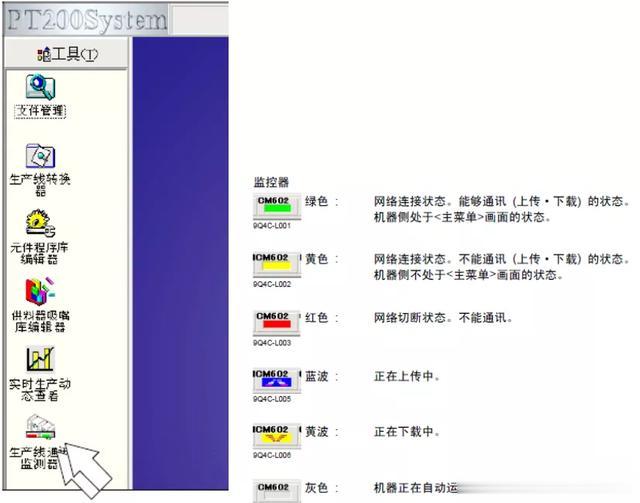
6)、生产线通讯监控器
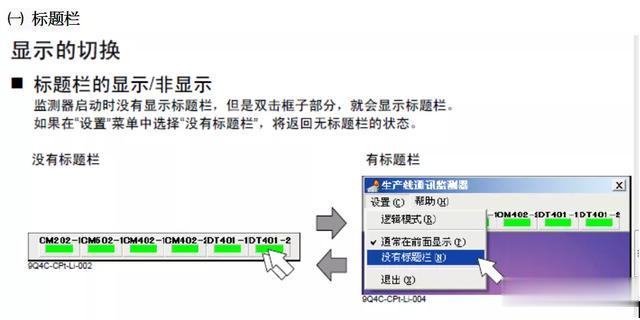
设置
㈠ 标题栏
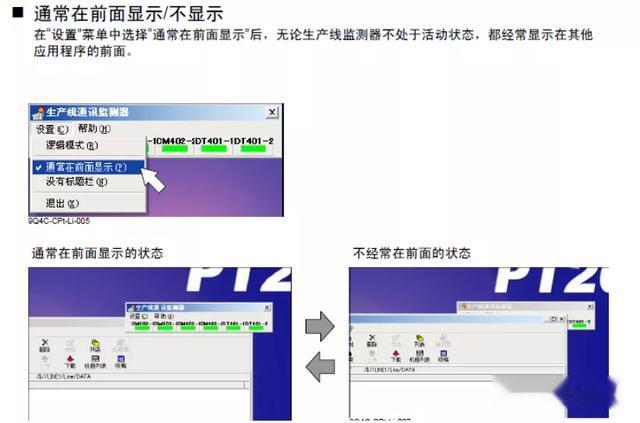
㈡ 通常在前面显示
㈢ 逻辑模式
2:Maintenance菜单
1)、事件查看器(Event viewer)
①、菜单栏
文件
②、工具栏
㈠ 机器事件
㈡ PT事件
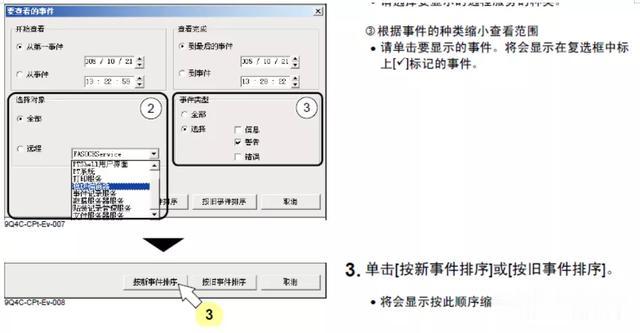
㈢ 特定事件
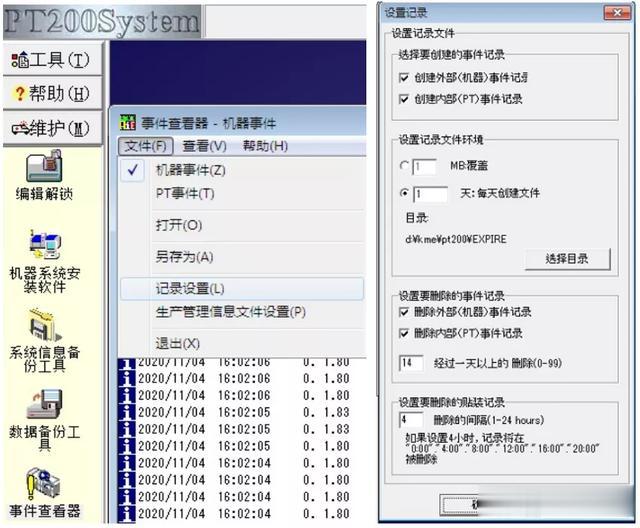
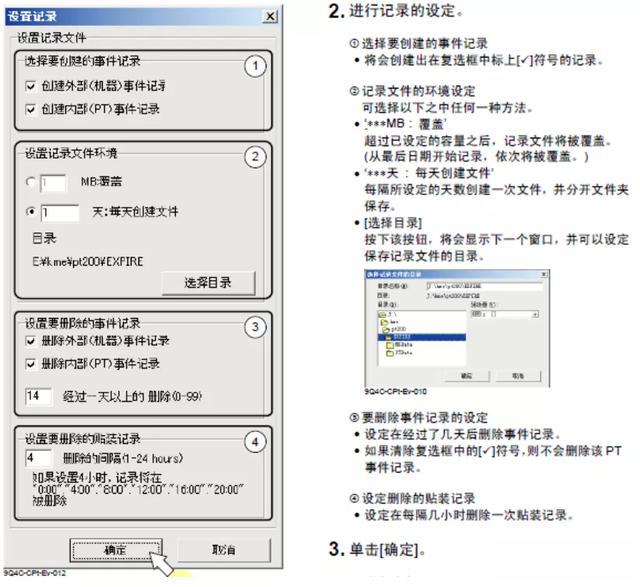
㈣ 记录设定
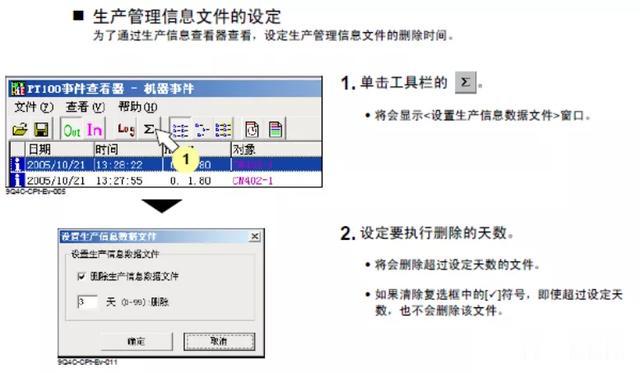
㈤ 生产管理信息文件的设定
③、报警信息
㈠ 空盘
㈡ Feeder拔出
㈢ 元件脱落
㈣ 超出编带错误率,自动跳嘴
2)、PT软件的备份与恢复
①、备份
②、还原
C盘还原流程(方法一)
设备系统备份与恢复(方法二)
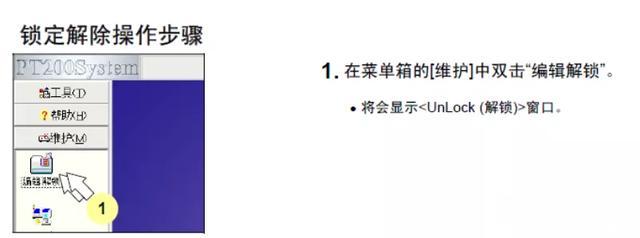
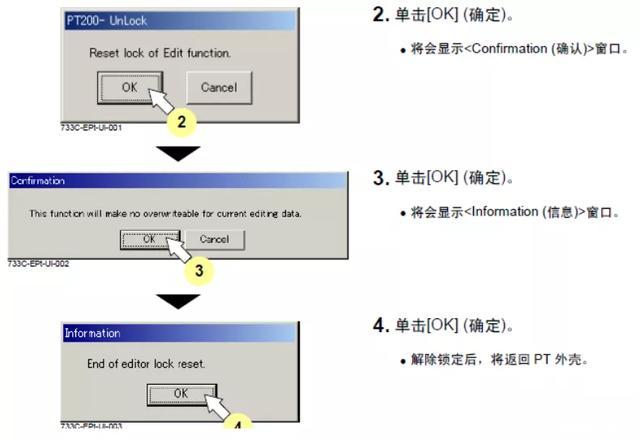
3)、 编辑解锁
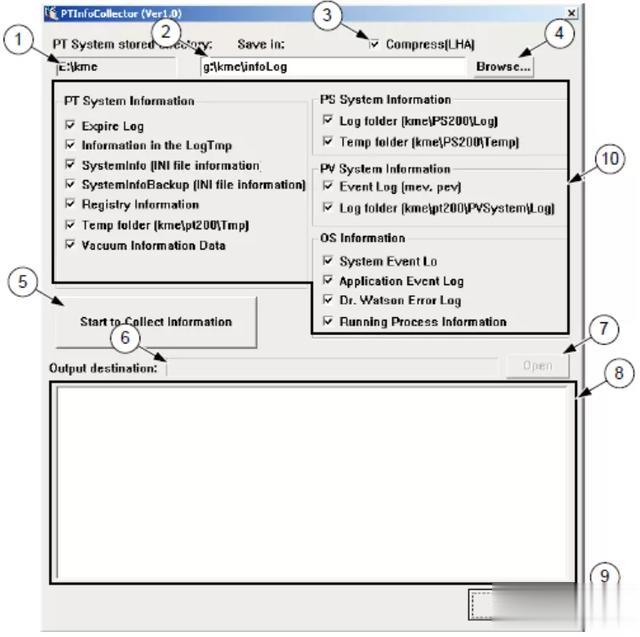
4)、PT信息收集工具
3:Setup菜单
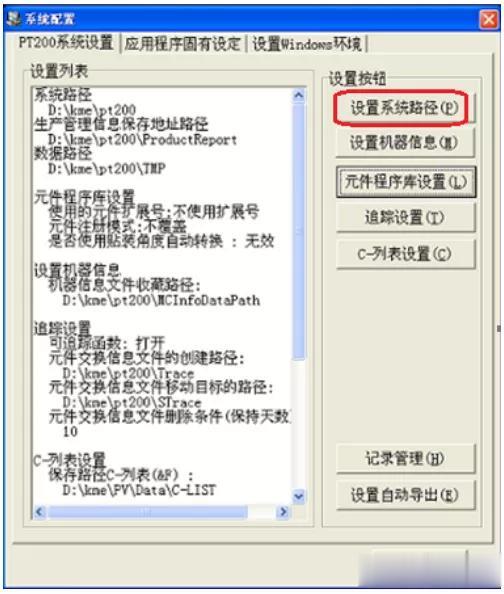
1)、系统配置
①、PT200系统设置
㈠ 元件库设置
㈡ 追踪设置
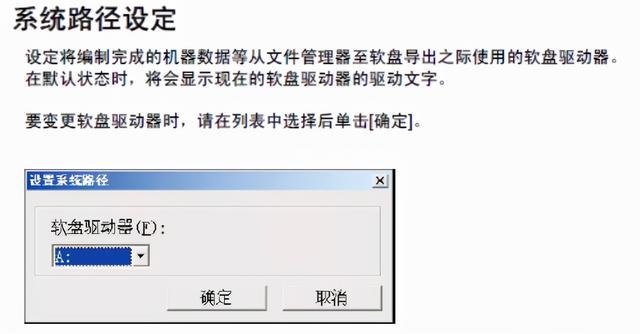
㈢ 系设置统路径
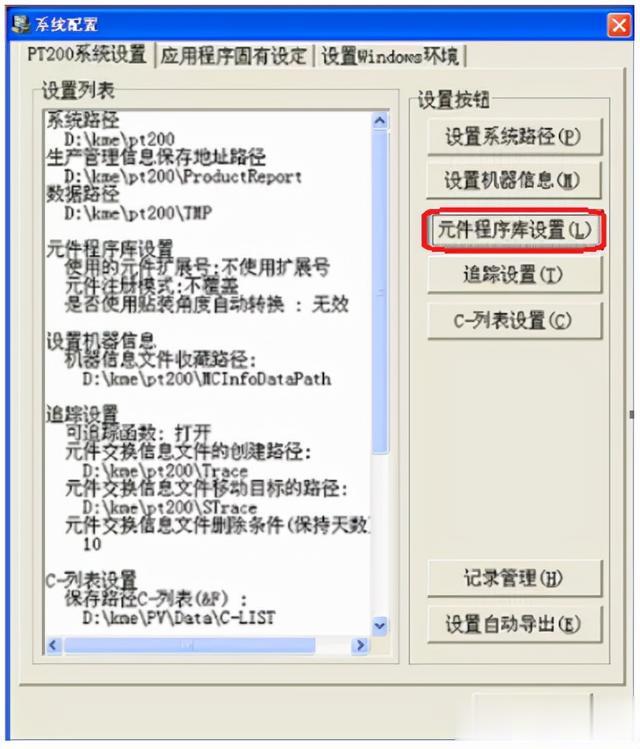
㈣ 元件程序库设置
全部
元件
㈤ 机器信息设定
㈥ 记录管理
机能设定
用户管理
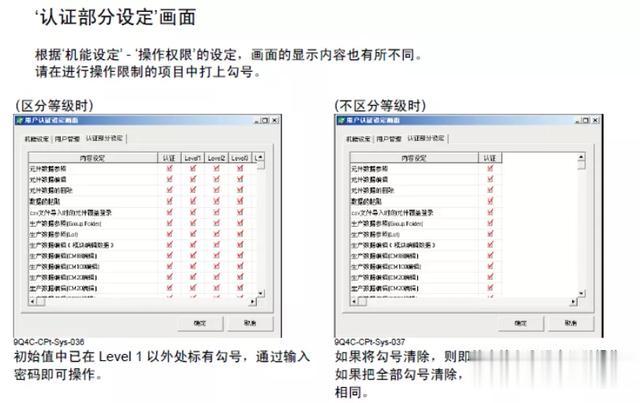
认证部分设定
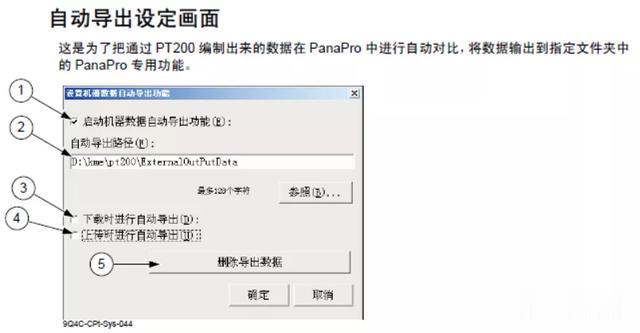
㈦ 自动导出设定
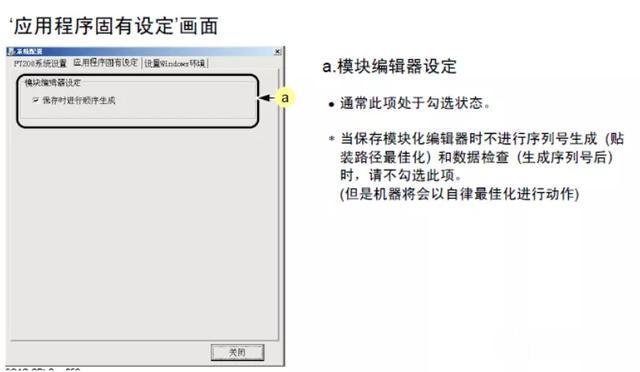
②、应有程序固有设定
③、设置Windows环境
2)、机器设置
①、优化功能
②、震动Feeder
③、吸嘴数量
④、元件尺寸
元件高度
⑤、Tray盘模式
⑥、更改机器类型
⑦、吸嘴自动、手动交换
⑧、组识别
⑨、分割贴装
⑩、转印Feeder使用
设备参数导出/入
3)、Pt user manager 用户管理员
增加用户
4)、Nt用户管理员
5)、虚拟生产线
①、虚拟生产线设定方法
机器信息设定的选择
②、虚拟文件管理器的启动
㈠ 虚拟文件管理器功能
㈡ 文件管理器固有的功能
生产线切换
机器设定查看
6)、生产线通讯设置
①、设置
②、复原
4:帮助
1)、版本显示
2)、识别REF号码帮助
二:PT程序及设备数据检查NG
1:虚拟吸嘴缺失
2: 元件信息未删除
3: 程序中元件库选取错
4: 无吸嘴配置信息
5: Tray盘尺寸干涉
6: 实装高度值错误
7: 吸嘴错误
8: 芯片数据复合范围检查错误
9: 邻接错误、吸头错误
10: 最优化数据错误
11: 扩展数据错误
12: ID识别错误
13: 设备无法读取程序
14: Tray盘贴装位置超限
15: CM602 12头贴片超过5MM元件设置
16: Tray盘方向错误
17: 元件库错误
18: 元件厚度错
19: 料站中无元件料号
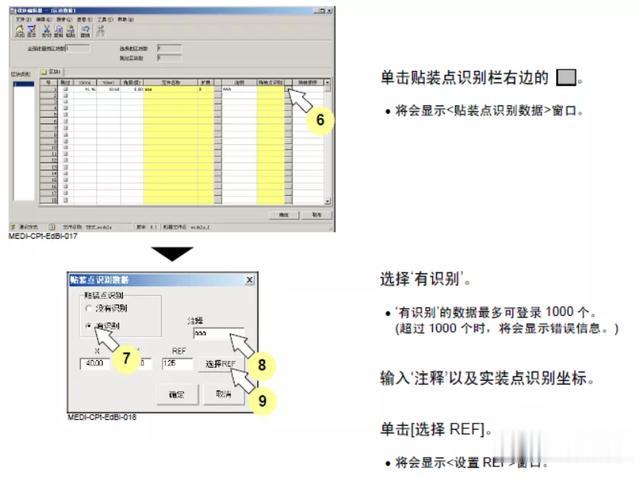
20: 透过REF识别错误
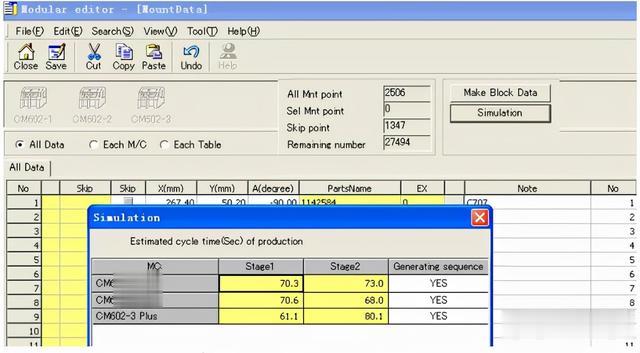
21: 模拟失败
三:元件程序库详解
1: Part
1)、元件库极性(有无极性)
2)、管装物料
3)、卷带数量
4)、元件数量
5)、重试次数
6)、命名规则
7)、封装角度
8)、卷带尺寸
9)、芯片类型(封装命名)
2:Genaral
1)、中心范围检查\零件尺寸容许值
2)、亮度检查
3:Tray
4:CT
5:QFP
6:BGA
7:Machine
吸嘴
8:盘式
模板编辑
9:元件库异常
1)、元件库无法打开
①、吸嘴库
②、Feeder库
10: 设备元件库讲解
四:PT设备截图路径
五:PT2000安装产线配置
1: PT200安装、备份
1)、安装前数据备份
①、生产程序备份
②、机器与主机IP数据的备份
2)、PT200安装
①、系统安装
②、补丁安装
2:生产线设置
1)、IP的设置
2)、开启服务器权限
3)、生产线设置
①、增加线体设备
服务盘添加设备
②、IP设置
4)、建立虚拟线体
删除虚拟线体
其它方法删除虚拟线体配置
5)、模拟节拍
3: 机器设置
系统参数设置
4: 生产线通讯设置
PT与设备通信检查
5:PT200卸载
卸载注册表
6:备份、还原
7: PT200电脑要求以及设定
1)、确认电脑设定
2)、确认语言设定
3)、PT200软件设定
六:PT程序操作
1:编带改Tray盘
异常报警
2:更改贴装顺序
固定贴装顺序
3:添加Tray盘物料的数量
4:整体调整多个位号坐标
5:查找
6:移动料站
7:吸嘴配置修改
1)、交换器吸嘴更改
2)、元件库吸嘴
3)、异常警告
8:更改物料编码
9:快速添加贴装坐标
10:快速Teach整体坐标
11:PT电脑传程序
1)、程序导出
①、导出程序
②、创建程序(Create Lot)
③、复制程序
④、PT通信发生异常(调错程序)
⑤、PT程序无法编辑
七:贴片机下载程序
八:PT电脑覆盖元件库时设置
1、程序元件库覆盖
2、线体元件库全部覆盖
1)、导出
2)、导入
九:PT 异常
1:PT无文件或文件服务器没有应答
1)、修改文件
2)、重新加载
2:程序文件无法打开
3: PT软件打不开
十:分割贴装
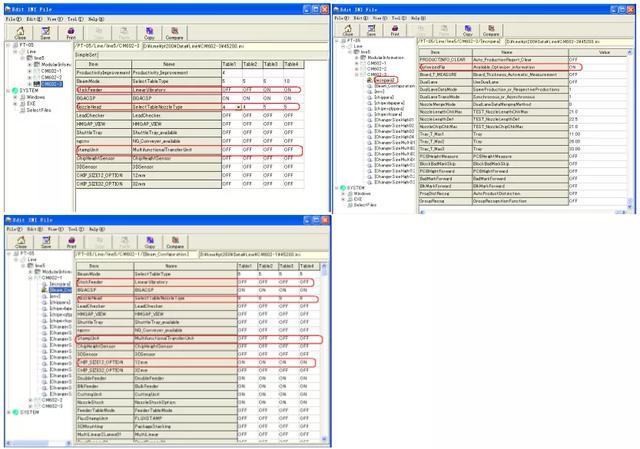
1:Machine config设定
2:程式编辑
3:路径优化功能关闭
4:机台参数设定
5:高速头貼装尺寸大于6-12MM设定
十一:优化程序简单操作方法
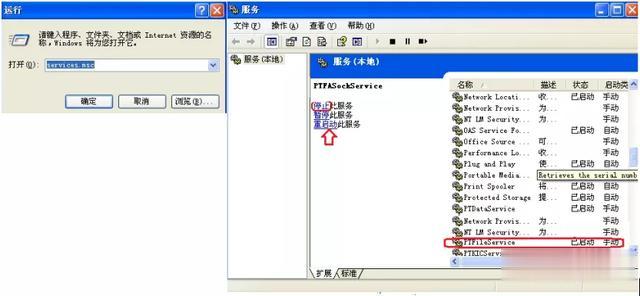
1:运行服务:services.msc
2:断开PT与设备连接
3:查找程序文件
4:更改Download
5:优化程序
6:重启PT FASockService服务
7:快速修改程序中的吸嘴配置
十二:更改进板方向(程序流向)
1:顺时针
1)、基板长宽互换
2)、Mark点X/Y互换
3)、Block Attrib Data更改
4)、扩展
5)、设备数值更改
6)、快捷方法
2:逆时针
3:转180度
十三:PT 系统操作
1:Sola病毒清理
PT电脑开关机重启
2:安装虚拟打印机
3:更改PT电脑语言
十四:修复元件库
十五:重启服务
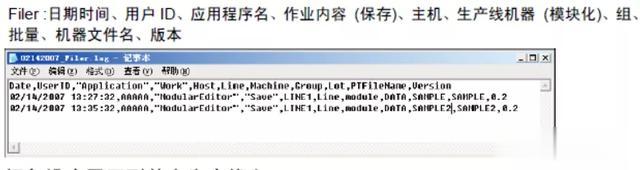
十六:PT200 Log
十七:打印程序料站信息
十八:更改线体配置(特殊)
1:删除设备
1)、 查看线体配置
2)、确认IP设置
Detail设置
3)、确认设备IP
确认主机名
2:增加设备
注意事项:
4: 确认贴装头数量
十九:快速复制元件库
1: 快捷方法
2: 常规方法
二十:元件库加密
二十一:贴片机程序详解
二十二:PT电脑单独控制设备
二十三:解析工具Analysis Tool(模拟优化)
1:解析工具主界面
2:程序导入
3:解析结果界面
1)、同吸信息
①、同吸率
②、同吸黑点显示
③、同吸状态
④、吸嘴切换
2)、右键显示元件参数信息
①、料号
②、贴装位号
③、Feeder
④、吸料顺序
⑤、元件厚度
⑥、高度最大的元件
⑦、吸嘴使用情况
⑧、元件识别速度
⑨、元件的吸取速度
⑩、元件的贴装速度
⑪、Feeder的进给速度
⑫、贴装保持时间
⑬、元件REF值
⑭、相同料号同Table贴装点数
⑮、贴装拼板信息
⑯、元件名称
⑰、元件长、宽
⑱、相同料号同Table贴装点数
3)、吸嘴信息
①、元件吸嘴
②、吸嘴位置
4)、元件细节信息
①、详细信息
②、速度
③、包装方式
④、帖装点坐标
5)、Feeder料架排列显示
①、每个Table
②、所有Table
6)、吸嘴料战表排列
7)、颜色标记
8)、查找
关键词:CM602调试流程(Ⅲ PT2000操作)
一:菜单简介:
 1:工具 菜单
1:工具 菜单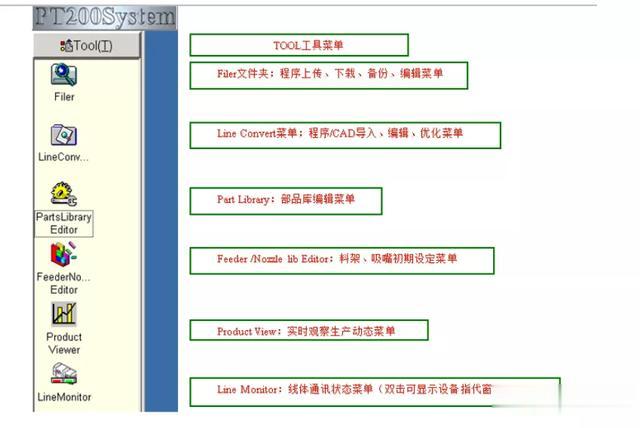 1)、文件管理页面介绍
1)、文件管理页面介绍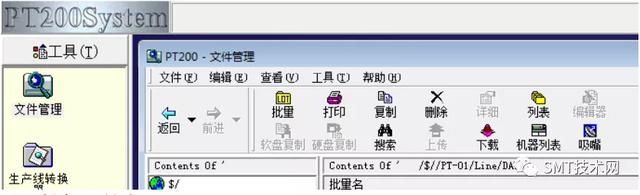
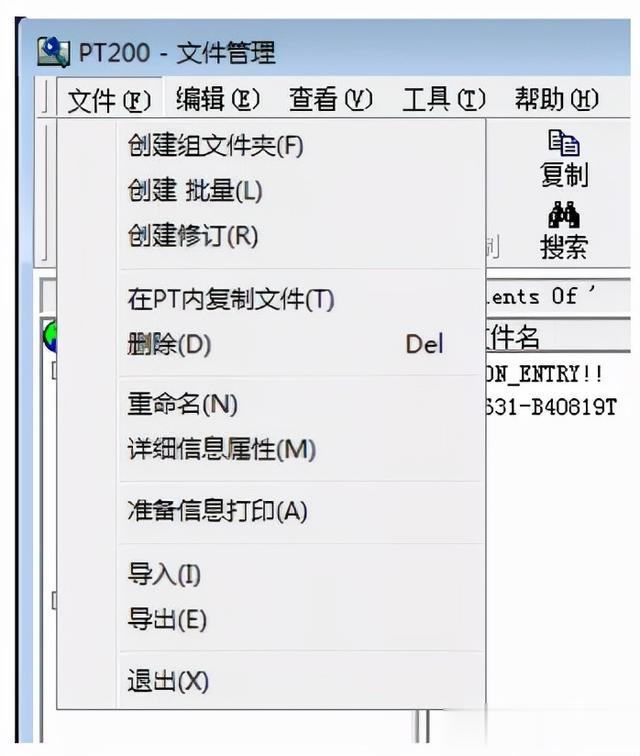
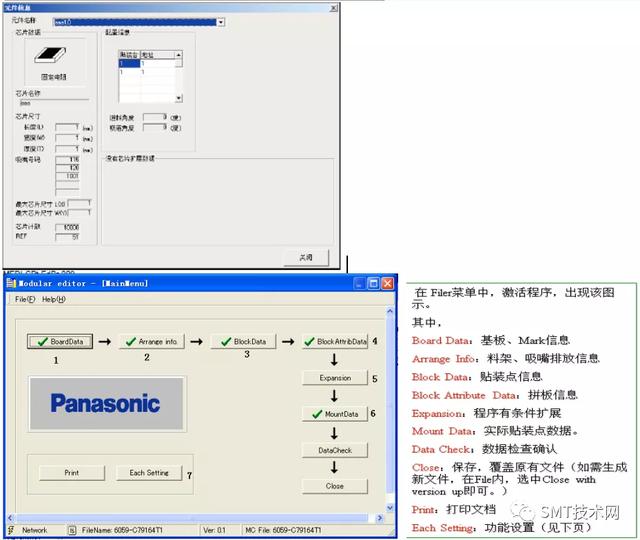
Lot:新建Lot目录
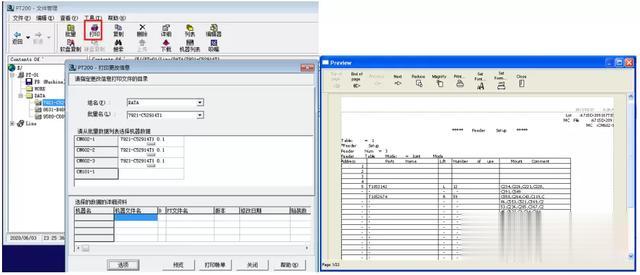
Print:料表打印(主要功能)
Copy:文件复制
Delete:文件清除
Details:文件属性查看
List:设备列表
Editor:激活文件,进入编辑
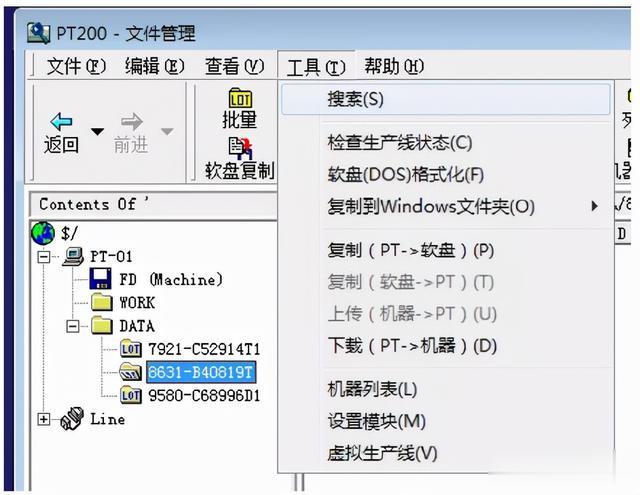
FD COPY:利用软盘传输文件至设备中(当网线传送出现问
题时,可选用此项功能,但不建议使用)
HD COPY:利用软盘将文件由设备转回至PT200系统(不建
议使用该项功能,角度等参数可能丢失)
Find:查询文件
Upload:程序上传。在Line线体下,作上传工作。
Download:程序下传,在当前画面下,即可完成。
MC List:程序列表,在表中的程序名称能直接在file management 中显示。
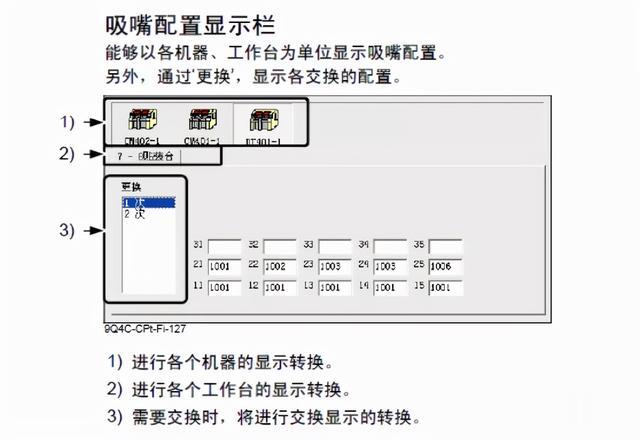
Nozzle:吸嘴放置位置作为一个单位,可用于调用。
①、Nozzle信息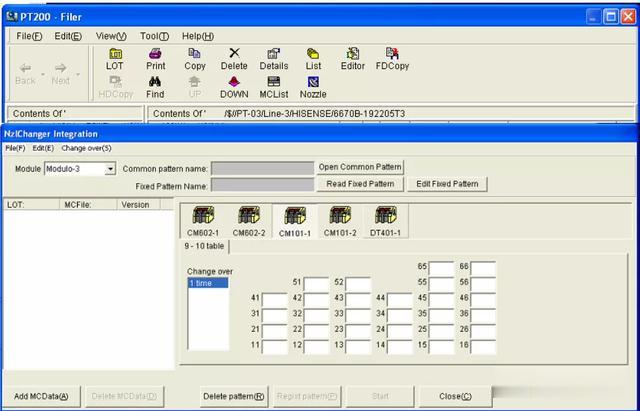
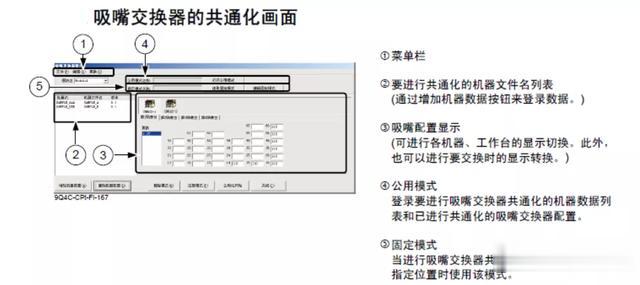
 共通化页面
共通化页面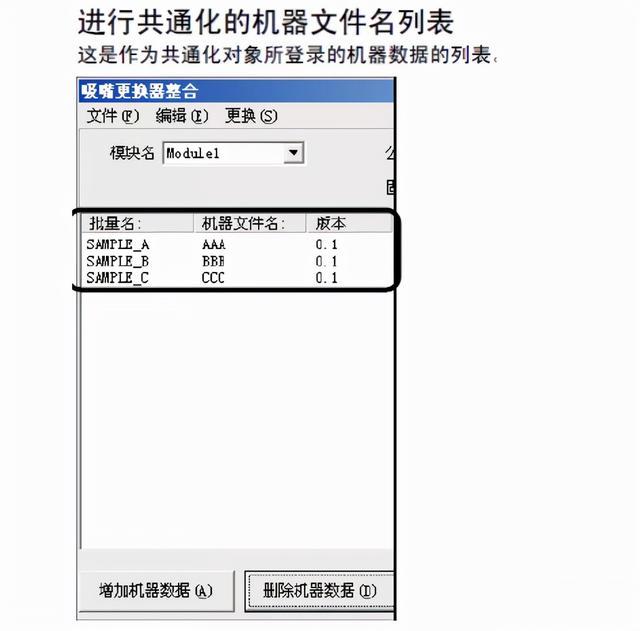 ㈠文件㈡编辑
㈠文件㈡编辑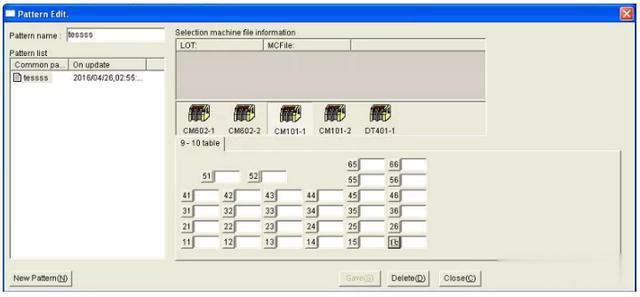
㈢更换
②、料站信息打印
选项
③、文件
④、工具
 ⑤、FD Copy
⑤、FD CopyFD COPY:利用软盘传输文件至设备中(当网线传送出现问
题时,可选用此项功能,但不建议使用)
18:设备无法读取程序
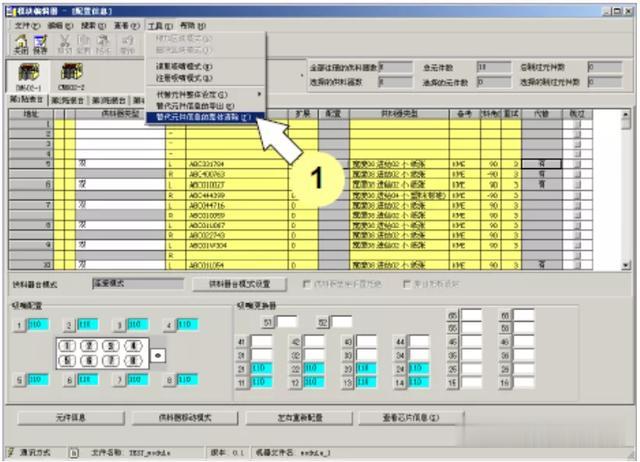
⑥、程序页面介绍文件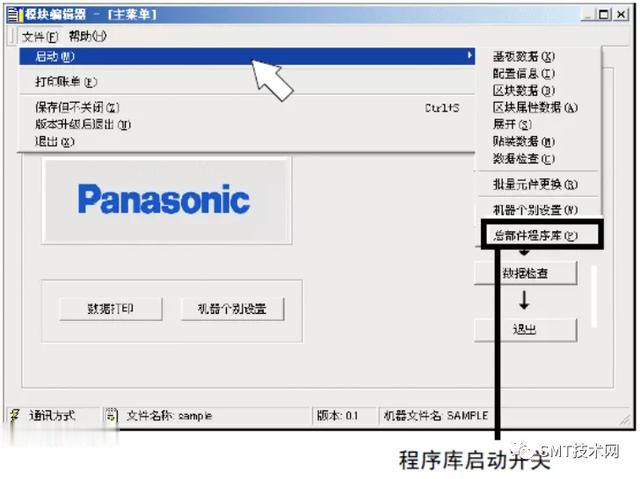
批量元件更换
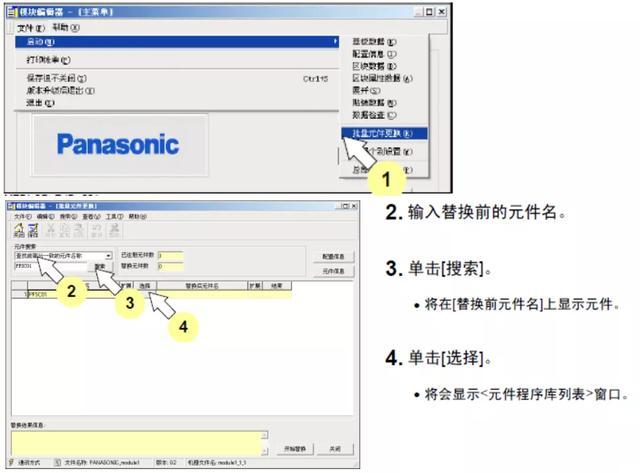
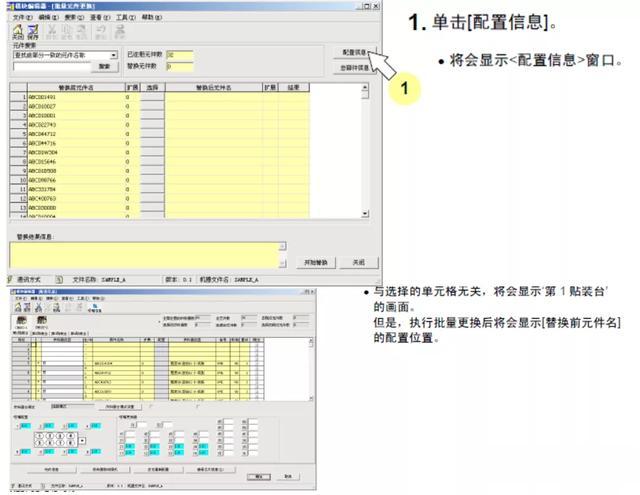
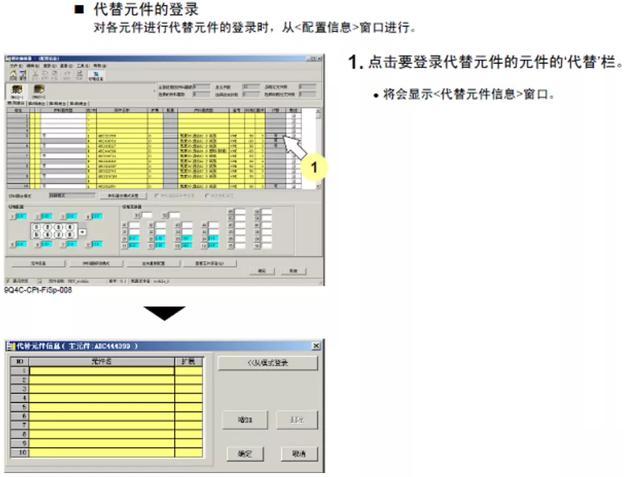
配置信息
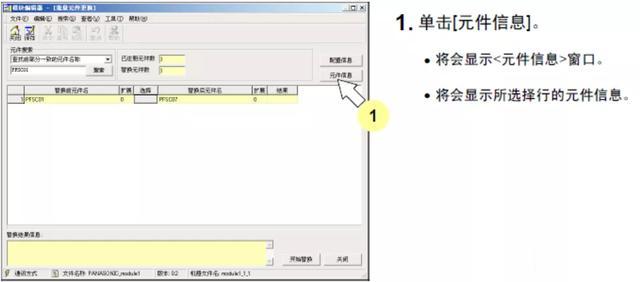
元件信息
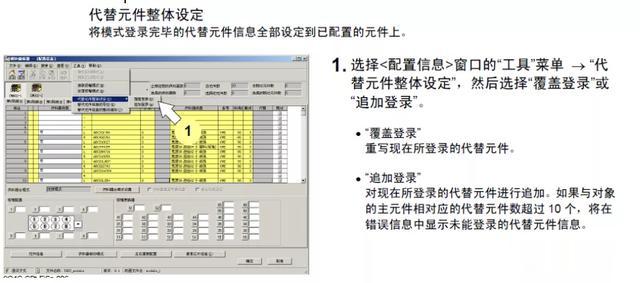
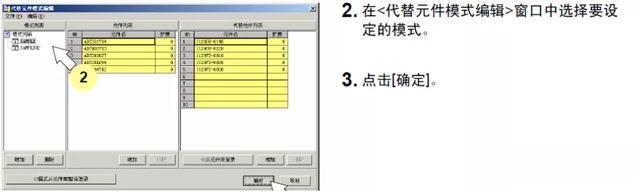
代替元件模式编辑

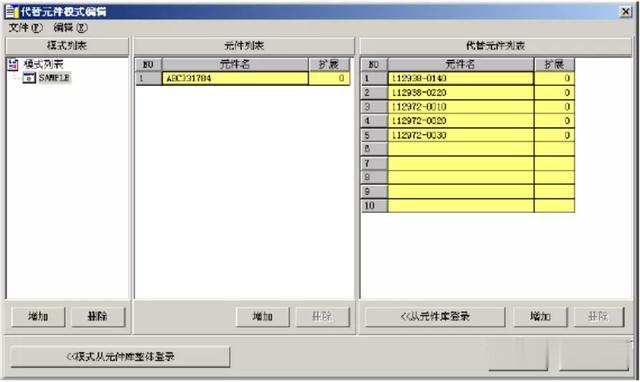
代替元件整体设定
 工具
工具替代元件信息得导出
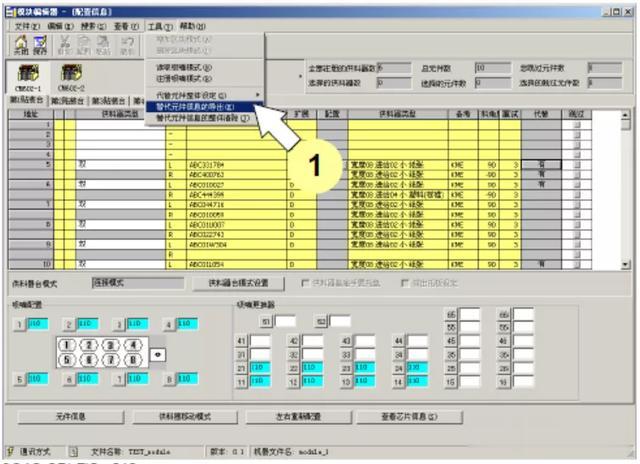
替代元件整体删除
 ㈠、Block Data
㈠、Block Data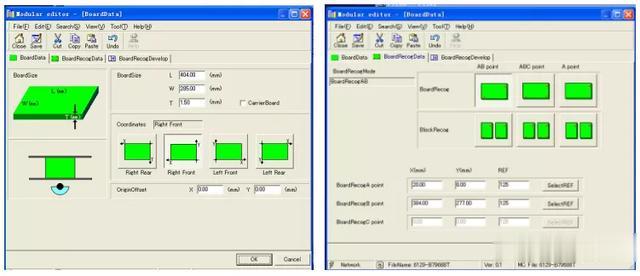
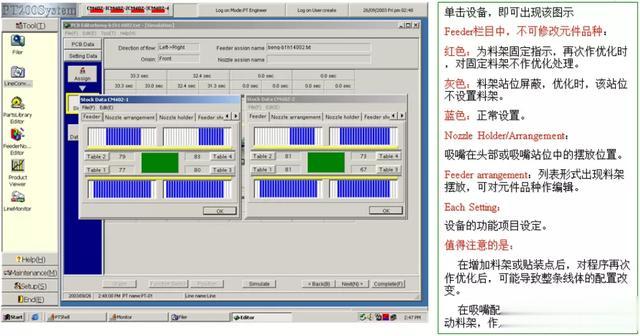
㈡、Arrange Info
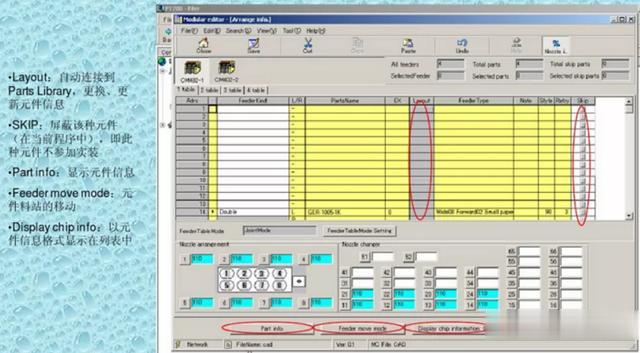
Display feeder information
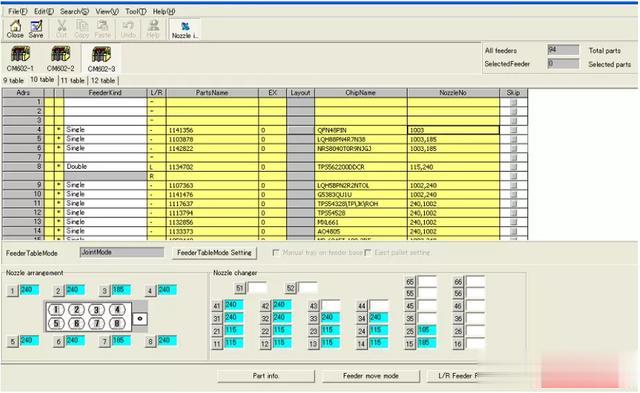
可查看元件吸嘴配置
元件信息
 ㈢、Block Data
㈢、Block Data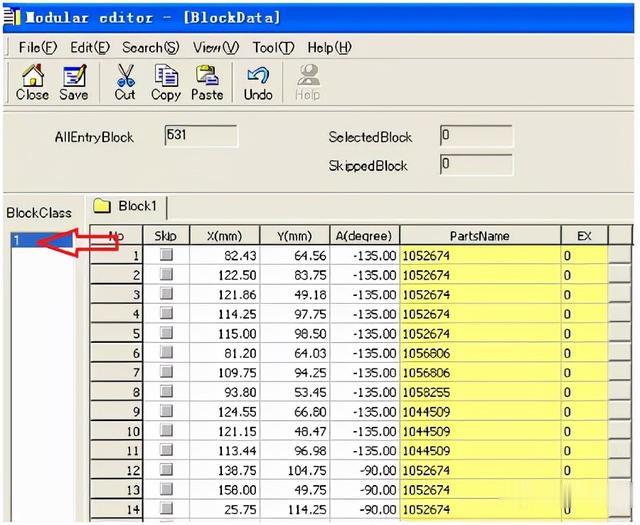
㈣、Block Attri Data
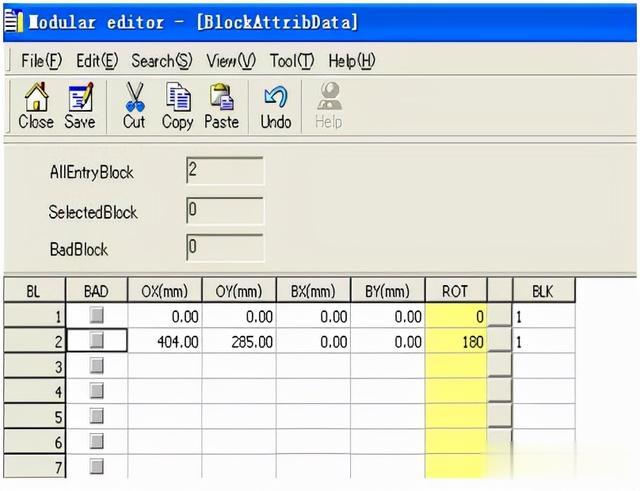
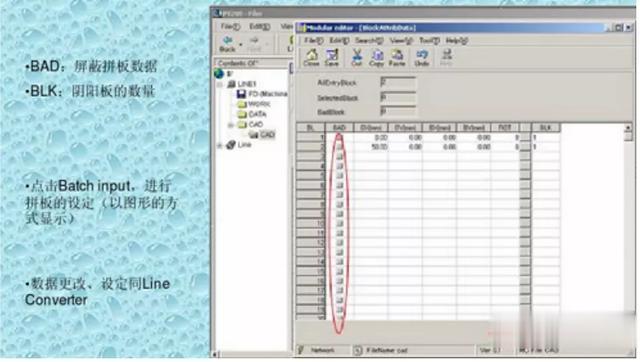
拼板设定
㈤、Expansion
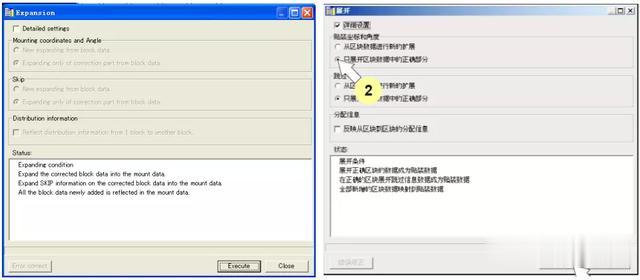
错误修正
㈥、Mount Data
点击任一位号,会显示料站位置信息。
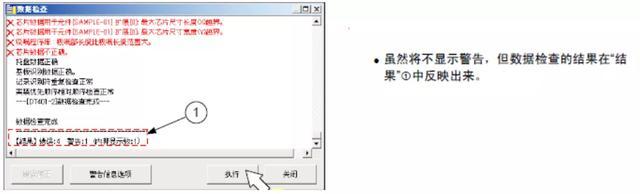
㈦数据检查
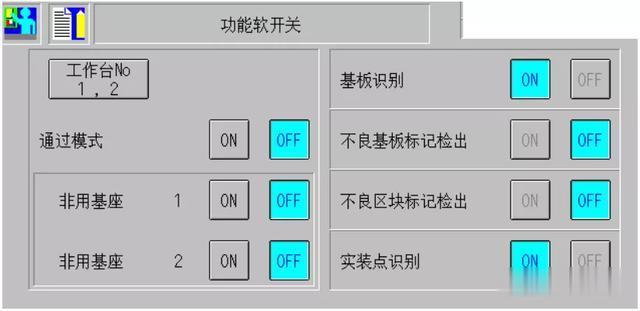
 ㈧Each Setting
㈧Each Setting设备运行条件设置
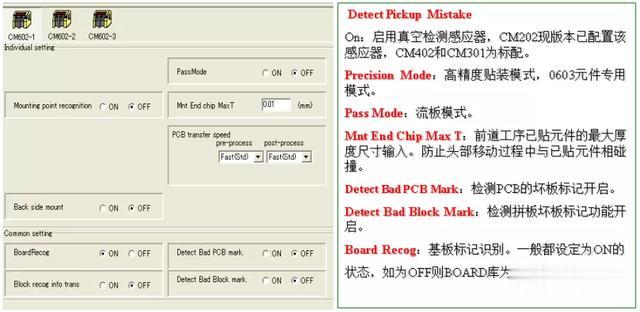
基板识别标记,若是在一台设备上更改,则所有的设备都改了,设备将不再识别Mark点。
输入已贴装元件的最大高度。
(第一台机器设定为 0.01mm,PT200-3.50版本之前的需要手动设定。
设定为0.01mm是因为如果为0mm,FILER的检查将无法通过,而机器
中是可以的,表明在贴装的PCB是没有贴装过的。)
㈨Mount Data和Block Data区别:Mount Data的坐标数据为设备贴装参考坐标,如果在设备的Production Data Teach
的Mount Teach之后,产生的最终贴装坐标数据将由网线传至(Upload)至Mount Data
中,而与Block Data无关。
问题在于:如该程序经过编辑,启用Expansion功能,则Mount Data中已更改贴装坐
标将回复至Block Data,因为Expansion参照坐标为Block Data坐标。所以在完成Upload
之后,需激活Mount Data中的Make Block Data键,完成两个菜单之间的数据同步。
注:Make Block Data 中的Reflect Skip Data:表示将Skip 信息同时传入Block Data菜单中。
㈩注意:注意:程式回收时一定要使用Mark Block Data,防止執行Expansion又將Mount Data 中Update数据覆盖
程序贴装信息打印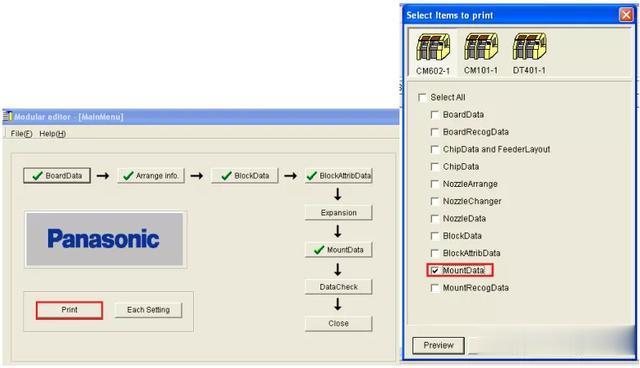
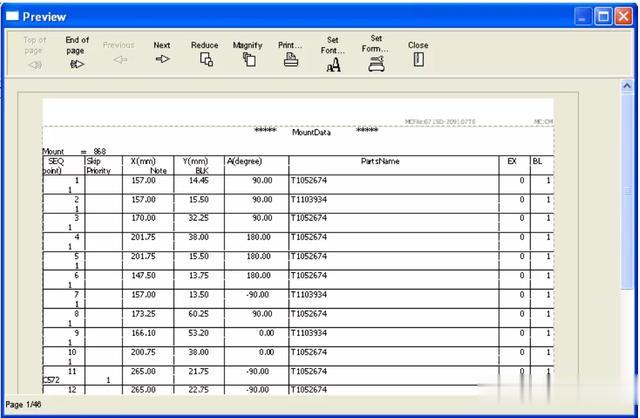
此处可打印贴装坐标信息
⑦、查看㈠选择查看字段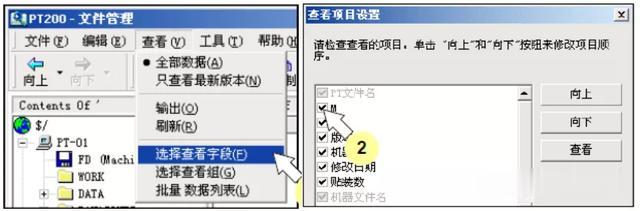
㈡选择查看组
⑧、Data 2)、生产线转换器①、Editor
数据导入
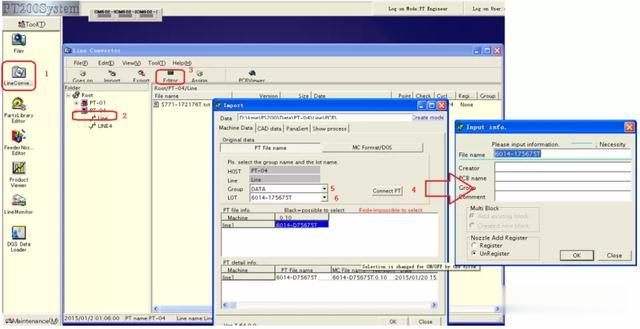
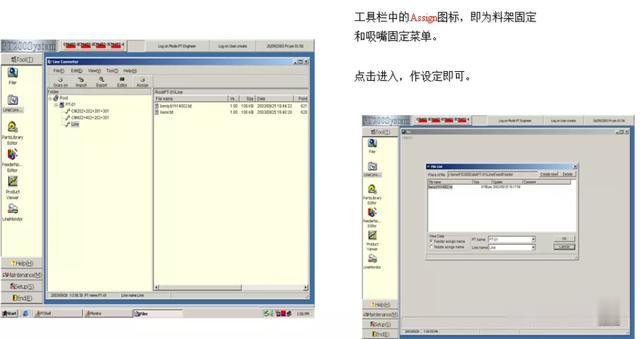
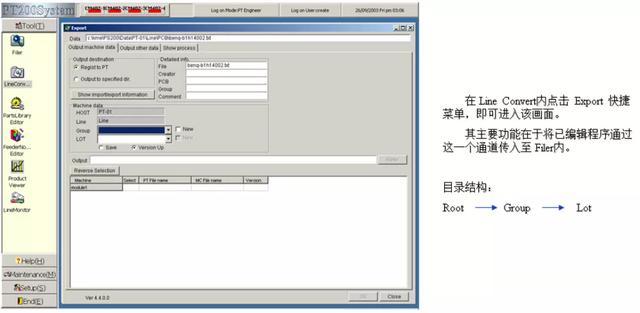
在Tool工具栏下打开Line Convert菜单,画面如下:
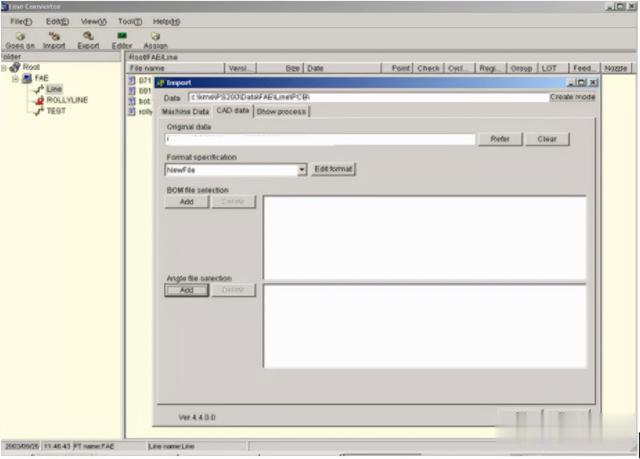
导入数据:
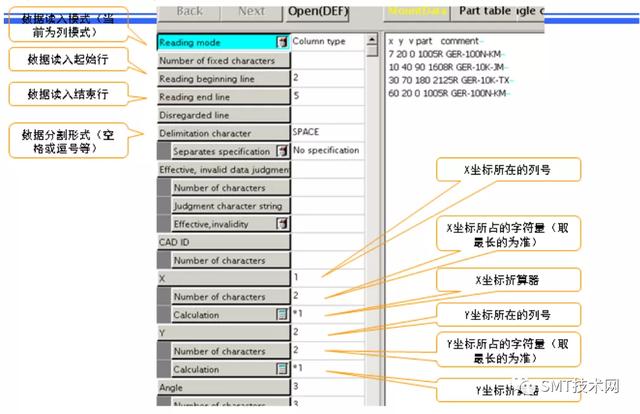
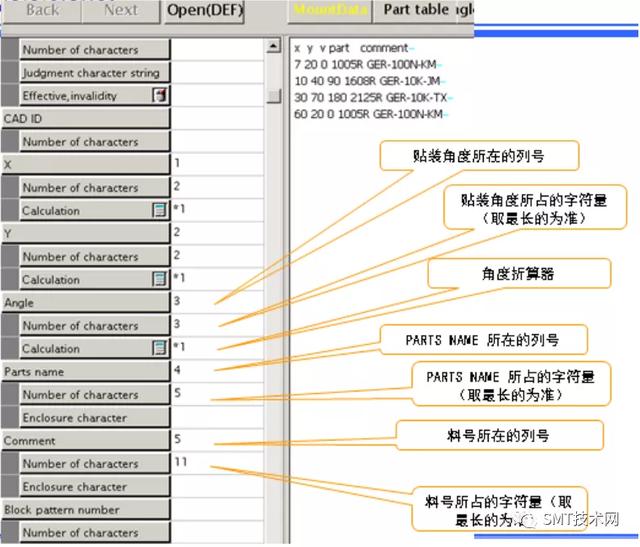
可在当前画面的CAD data栏目中,调用CAD,并打开Edit Format(选中New Filer),作CAD数据的处理。
如为新建立程序:
在实际线体的目录下,建立New filer即可。
程序初期制作

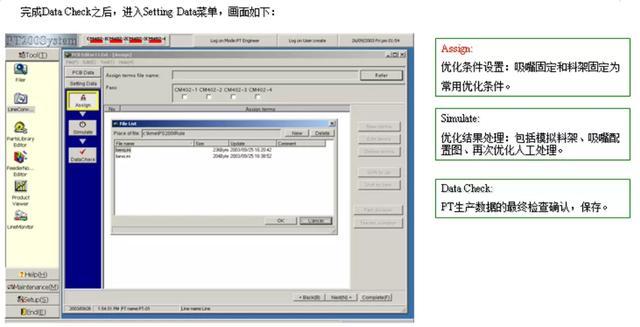
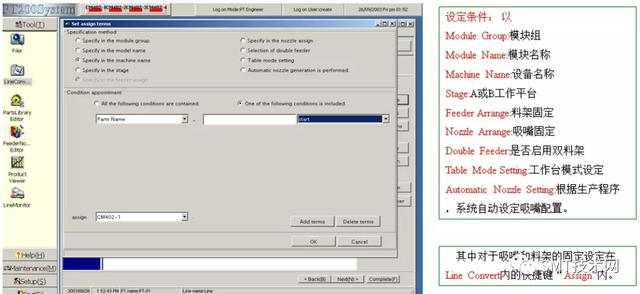
优化条件建立
数据导出
②、PCB view查看功能开启

点击PCB VIEW即可查看元件极性
有些PT上面这个功能没有打开, 大多PT安装过后都不会有的,通过软体设置便可以启用这个功能。
更改KME下的数据
打开Addinfile(D:\kdm\PS200\DB\Common) 文件,删掉最后一行前面的分号
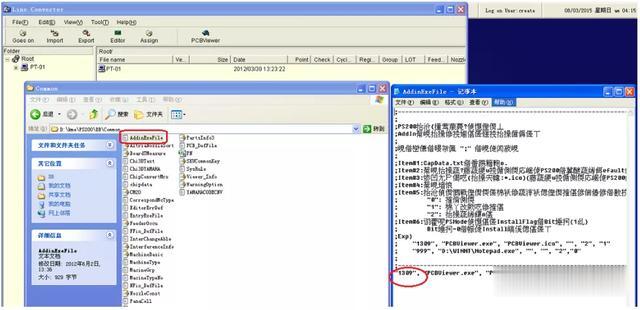
kme\PS200\DB\common\AddinExecFile 找到最后一行; "1309", " PCBViewer.exe", "PCBViewer.ico", "", "", "2", "1"===> 将前面的;去掉,后面的"1" 改为"0", 再保存 "1309", " PCBViewer.exe", "PCBViewer.ico", "", "", "2", "0"
PS 路径下值的更改
. kme\systeminfo\PS200_CurrentVersion_System找到FileExec=0 变成FileExec=1,保存 FileExec=1
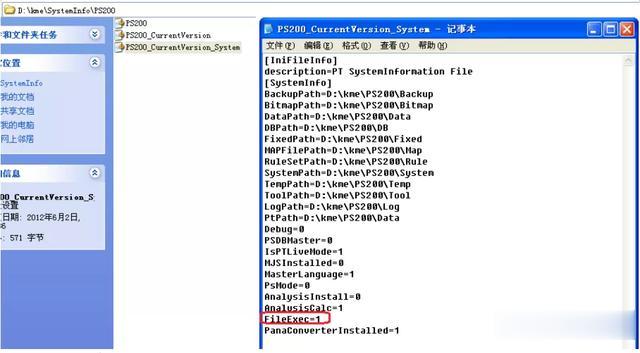
把FileExe的值改为1
打开LinConverter• 就可以看到第一幅图片上的PCBViewer的图标
更改PT电脑语言(D:\Kme\SystemInfo\PT100—Master Langue)
D:\Kme\SystemInfo下的文件PS200(File Exe)为PCBviewer功能的开启
PT100、PS200 、.Parts library (Master Langue)为更改语言设置
异常处理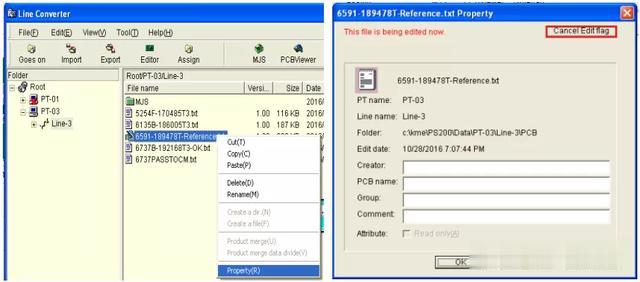
如果程序提示在编辑,不能打开,则选中程序,右键,点击取消编辑即可。
③、MJS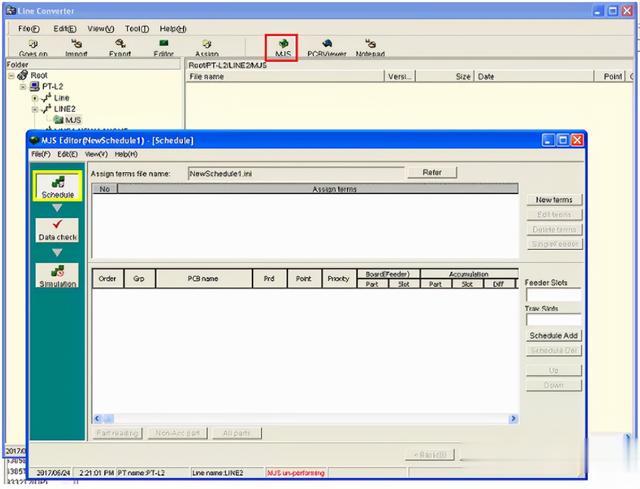 3)、元件库
3)、元件库三:元件程序库详解
二十一:设备元件库信息
①、编辑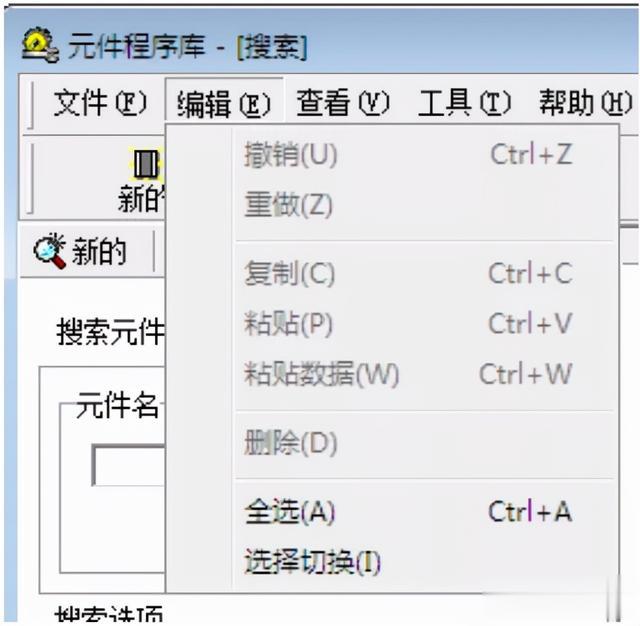
②、显示
③、工具
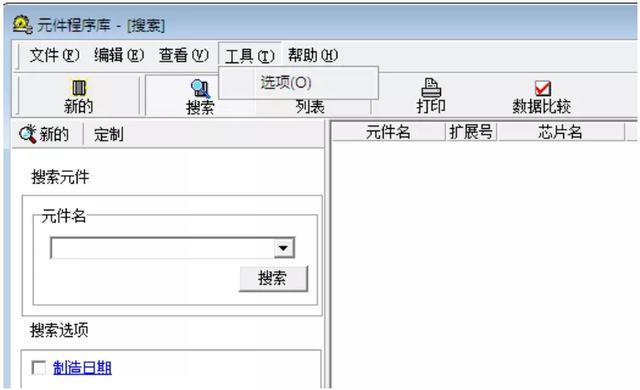
选项
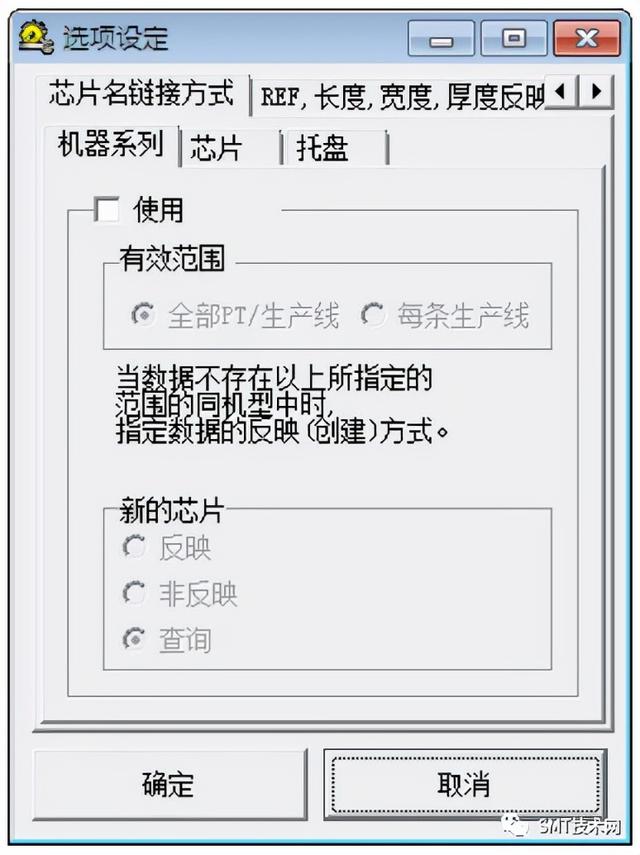
Part Lib Option 设置后,当我们在part中修改元件参数时,Machine中也会随之改变
将effective选中即可实现
④、列表元件库导出
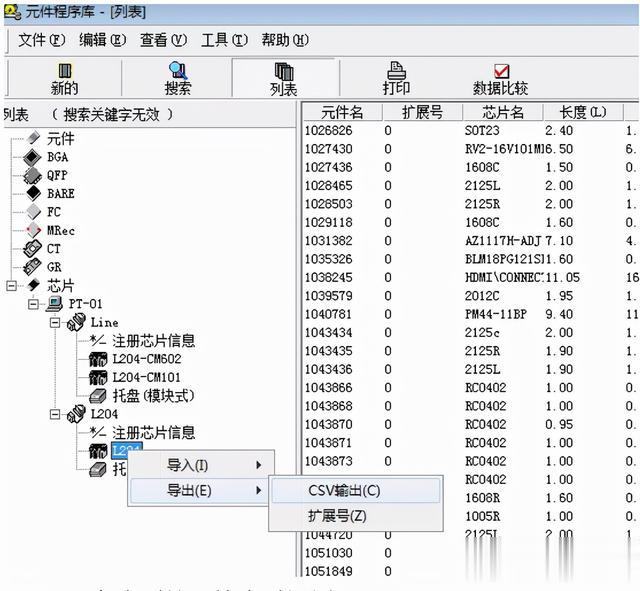
八:PT电脑覆盖元件库时设置
4)、Feeder/吸嘴库①、Feeder库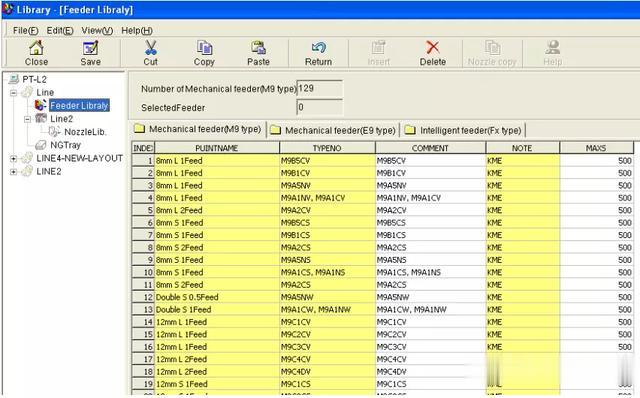
②、吸嘴库
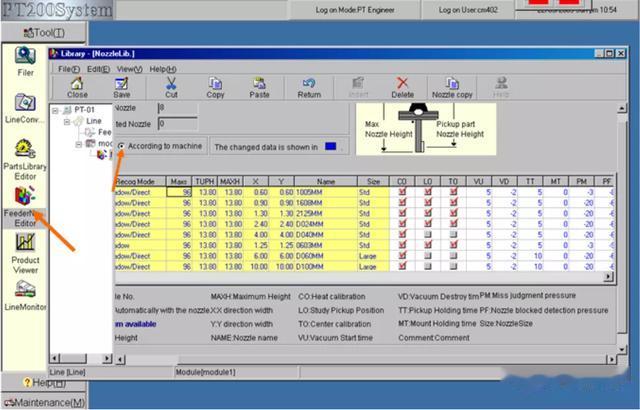
CO: 吸嘴开启热补偿功能
LO: 吸嘴开启自动反馈功能
TO: 吸嘴开启自动中心校正能
VU: 吸嘴真空开启时间延时
VD: 吸嘴真空破坏开启时间延时
TT :吸嘴取料时间保持
MT :吸嘴贴装时间保持
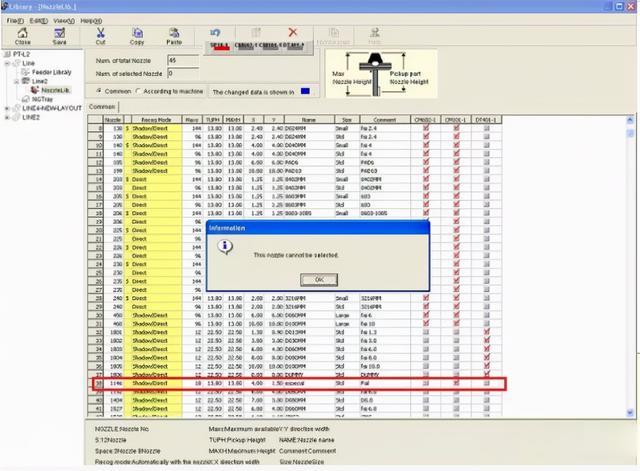
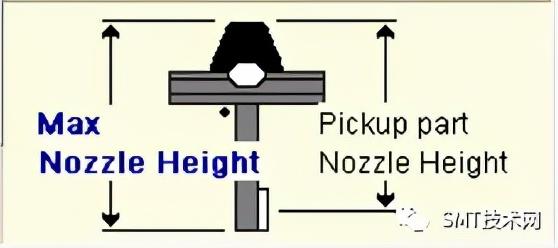
如果是高速机用,吸嘴编号是三位数,吸嘴高度是13.8,勾选高速机,多功能机不能勾选。如果是多功能机用,吸嘴编号是四位数,吸嘴高度是22.5,勾选多功能机,高速机不能勾选。指吸嘴的高度。
“MAX”指的是设备中吸嘴的库存数量,可更改,
吸嘴真空值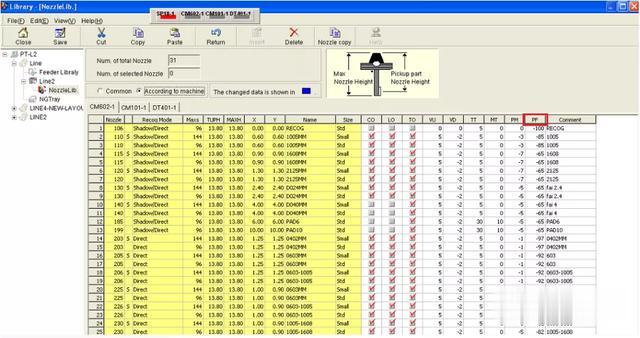
PF为吸嘴的真空值设置
十六:吸嘴参数PM的设置
真空sensor
5)、实时生产动态查看①、运行信息
切换
②、抛料信息
6)、生产线通讯监控器
设置㈠标题栏
㈡通常在前面显示
 ㈢逻辑模式
㈢逻辑模式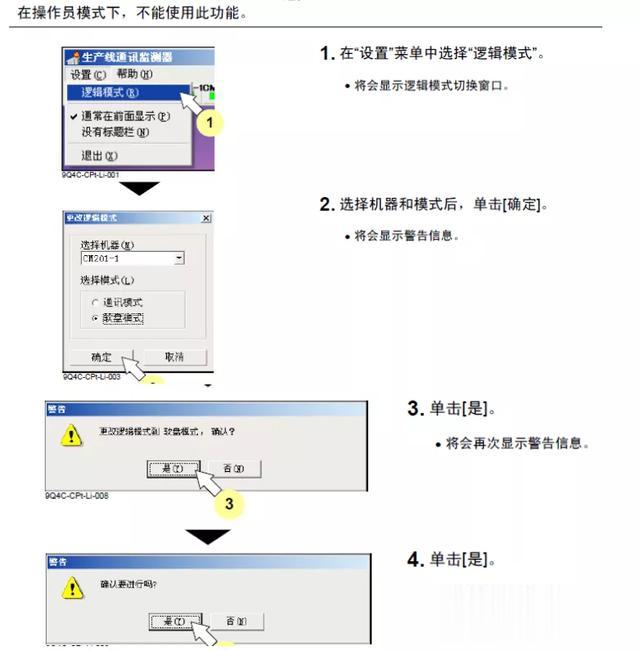 2:Maintenance菜单
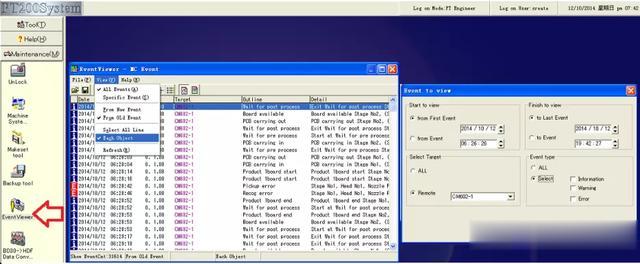
2:Maintenance菜单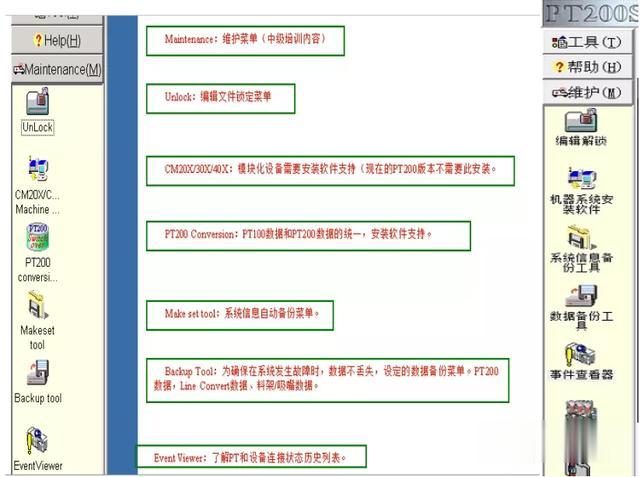 1)、事件查看器(Event viewer)
1)、事件查看器(Event viewer)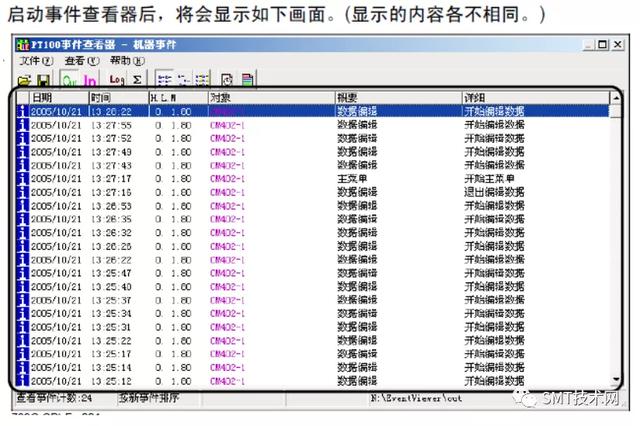 ①、菜单栏文件
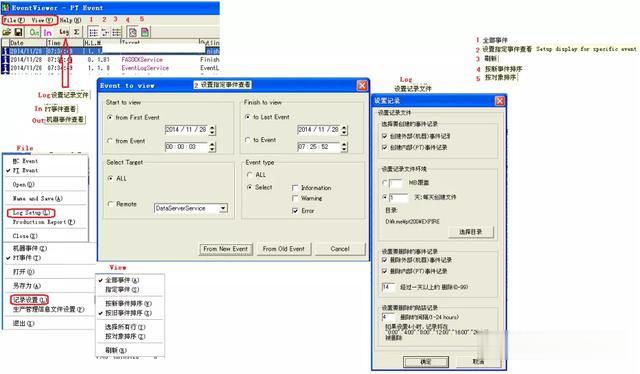
①、菜单栏文件记录设置
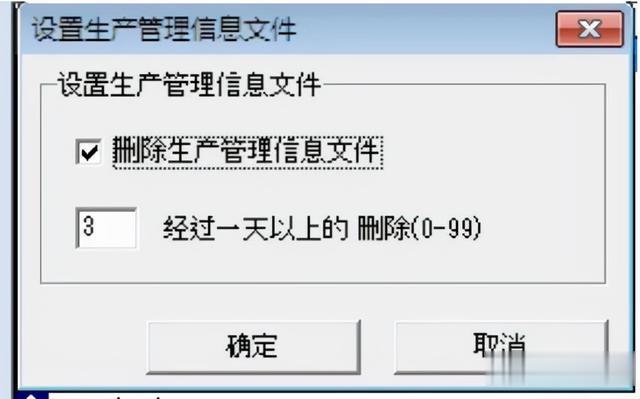
生产管理信息文件设置
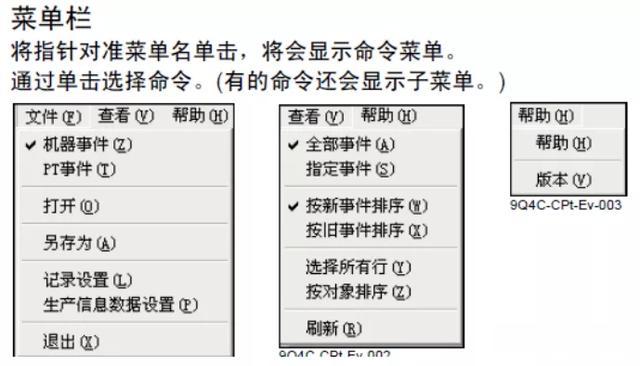
②、工具栏
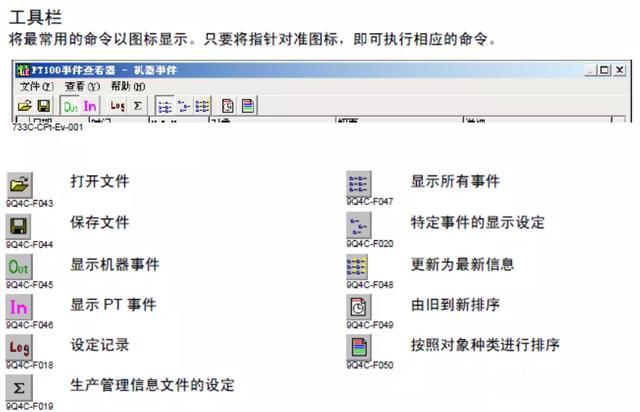 ㈠机器事件
㈠机器事件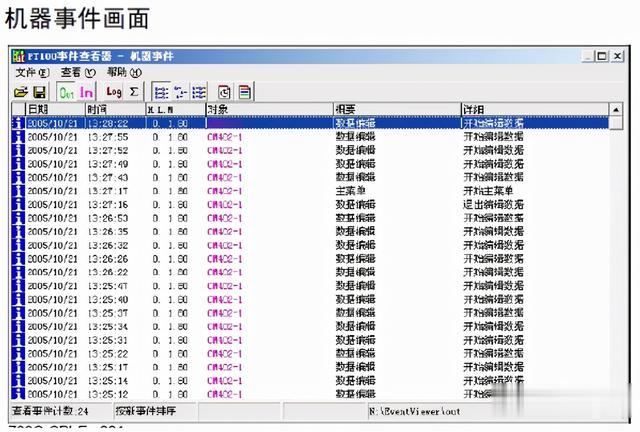
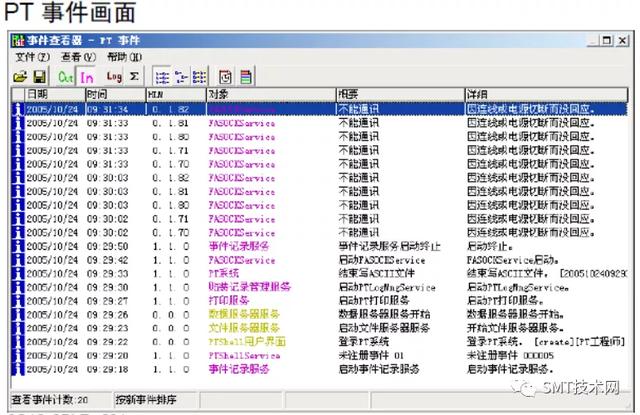
㈡PT事件
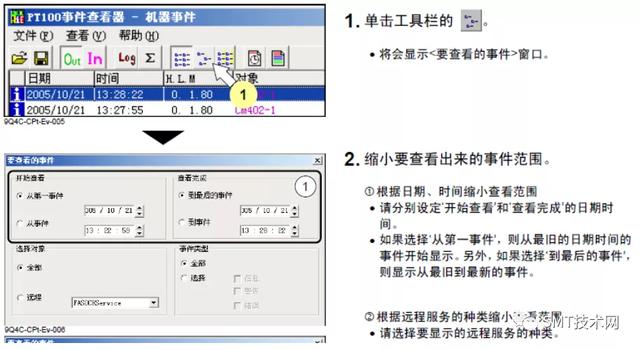
㈢特定事件
㈣记录设定

㈤生产管理信息文件的设定
 ③、报警信息㈠空盘
③、报警信息㈠空盘
以上代表15站Feeder物料空盘

以上代表Tray盘空盘
㈡Feeder拔出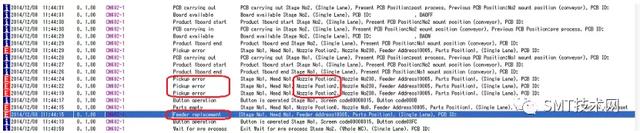
以上信息代表FEEDER进行过物料更换动作或其他原因被抽出又重新放回了,导致吸嘴撞断
㈢元件脱落
㈣超出编带错误率,自动跳嘴

2)、PT软件的备份与恢复
为预防PT200系统出现错误时丢失重要数据,就需要对相应的部分进行备份。
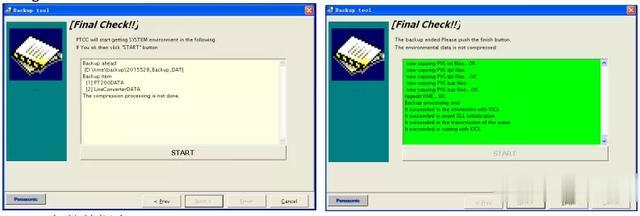
Maintenance中选择Backup tool
主要备份:PT200DATA、Line Converter DATA、FEEDER Information。
备份PT里面所有的东西,包括元件资料,程序,线体,如电脑挂了重装就能恢复PT到你备份时候的状态!.
①、备份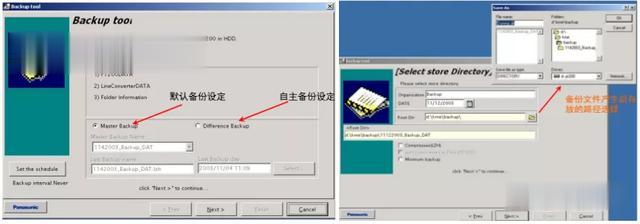
注:一般选择“默认备份设定”,以便恢复时自动恢复
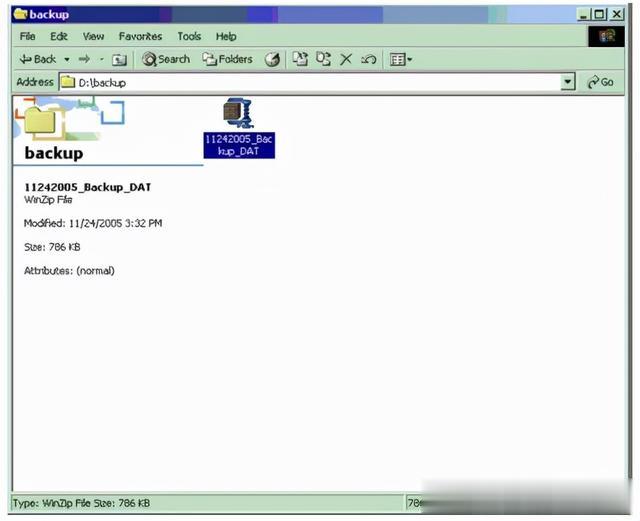
Maintenance—Back up-文件地址:D:\kme\backup\
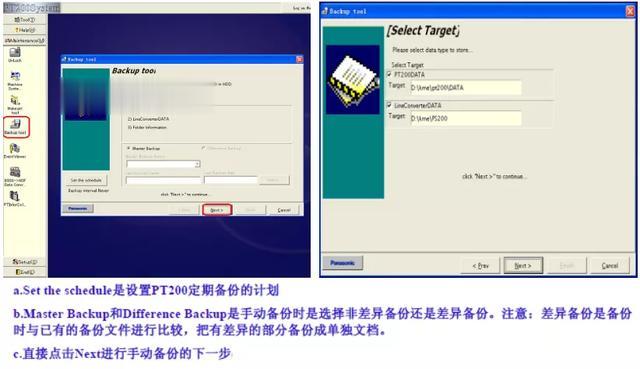
自动备份 备份目标的内容,默认情况下两个文件都要备份。
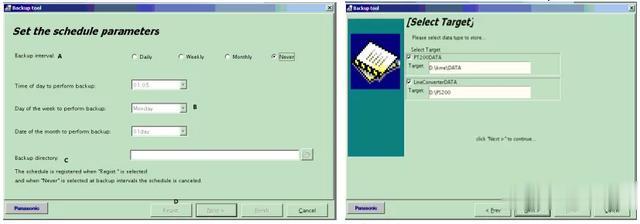
a.Backup interval为备份间隔设置,可以设置为每天每周每月备份还是不自动备份。
b.具体备份时间。c.备份目录选择。d.Regist为设置好自动备份后进行注册登记。

备份方式,Compresses(LZH)为压缩备份,备份文件名是以LZH后缀名结尾的;split Compresses to Files(FD Size)为在压缩备份时分割成磁盘大小以方便磁盘携带;Minimum Backup是最小备份;Logfile backup为log文件的备份。
PT200备份数据查看
打开备份文件所在的目录,我们可以看到备份的文件,此文件是以LZH为后缀的压缩文件,它是日本方面的一种压缩格式,可以用WinRAR打开。
备份你PT里面所有的东西,包括元件资料,程序,线体,如果你电脑挂了重装就能恢复PT到你备份时候的状态..。
②、还原点击Start菜单,进入Run选项,输入CMD命令,进入DOS界面
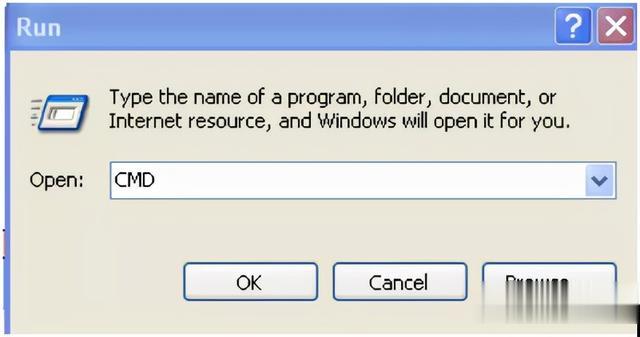
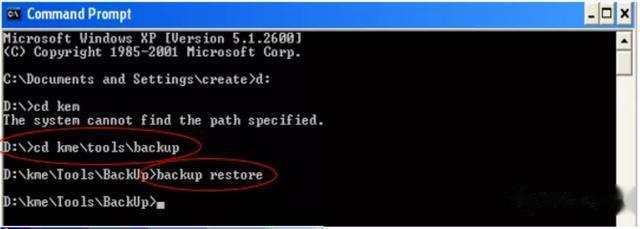
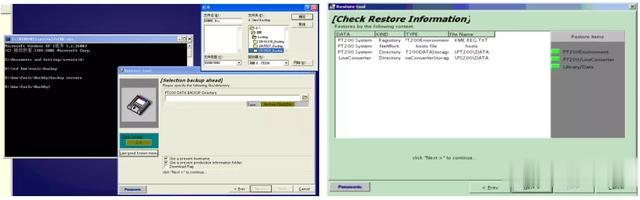
将PT备份后,拷出,在需要还原的PT电脑,依次输入命令以下三个命令,出现还原的画面
d:cd kme\Tools\back up
back up restore
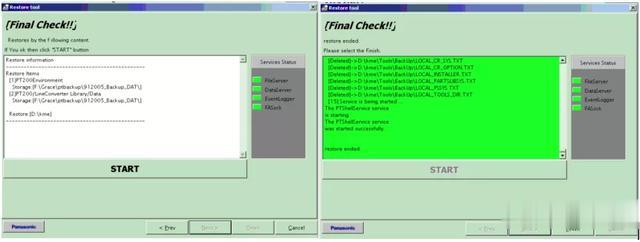
选择备份文件的地址,点击Next,完成PT软件的还原。
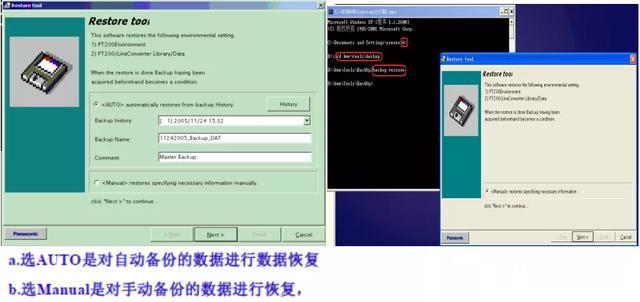
方案一:选择自动恢复过程
方案二:选择手动文件恢复
选择自己备份的文件 数据恢复的地方
开始恢复 数据恢复完成
C盘还原流程(方法一)
PT运行正常时,利用

软件,备份电脑C盘文件,存于F盘中。
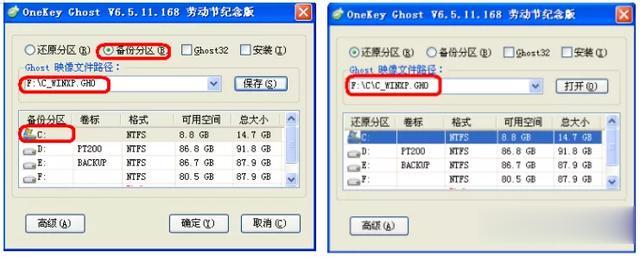
PT电脑出现程序文件打不开时,还原PT电脑时,只需要还原电脑C盘,就可以,且无需重新传输程序文件,PT电脑开机后,无需更改其它参数就可以直接生产,
还原后确认项目
(线体停线时更改)
确认线体的PT电脑的IP
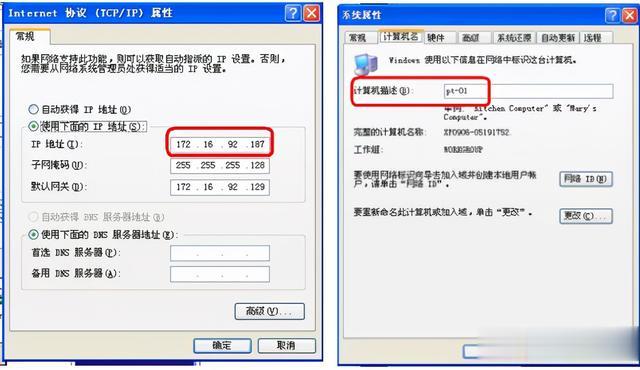
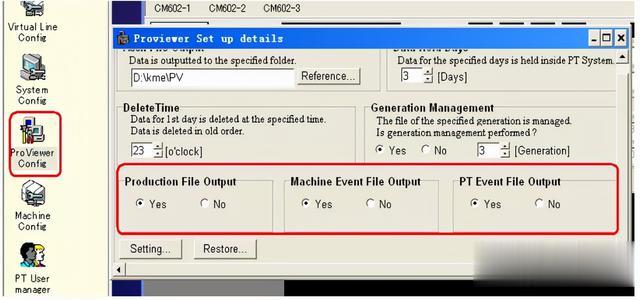
确认电脑名,并及时更改 确认ProVviewerConfig中的参数“Yes”
确认Line config中参数,并修改。
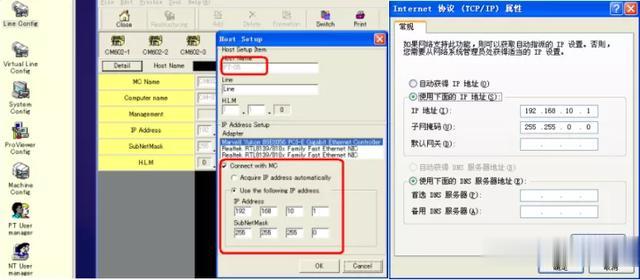
确认设备的IP地址
设备IP查询路径如下:网上邻居-本地连接

重启PT文件夹服务
运行services.msc,将“PT File Service”程序重新启动
设备系统备份与恢复(方法二)

3)、编辑解锁
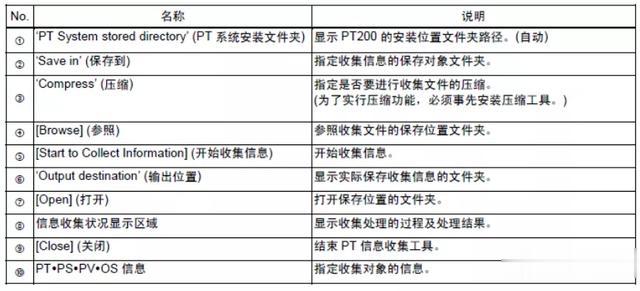
 4)、PT信息收集工具
4)、PT信息收集工具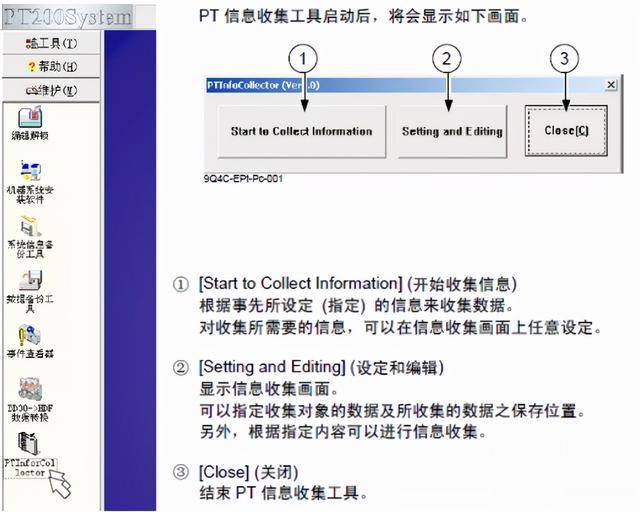
3:Setup菜单
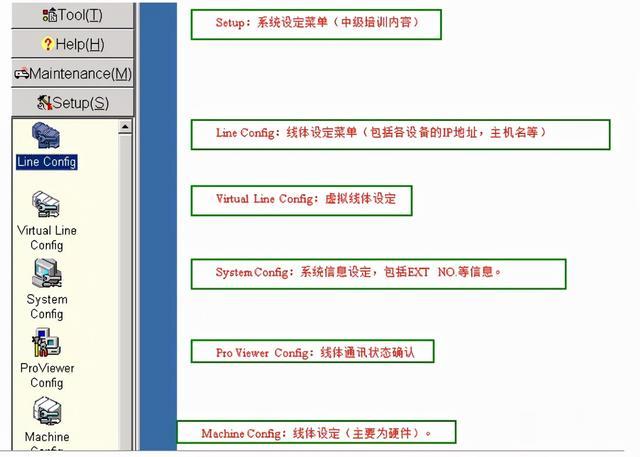 1)、系统配置①、PT200系统设置㈠元件库设置
1)、系统配置①、PT200系统设置㈠元件库设置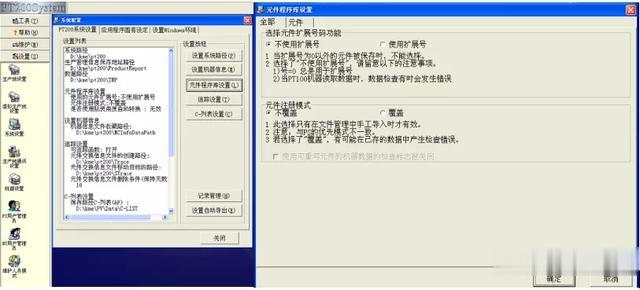
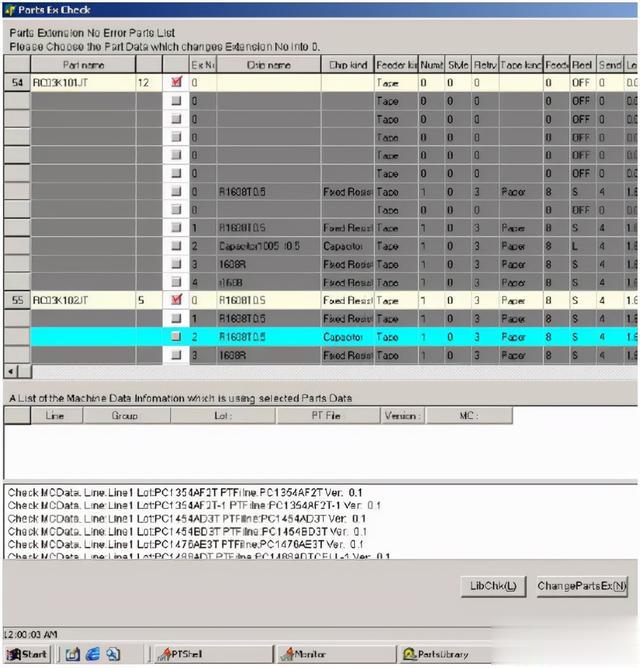
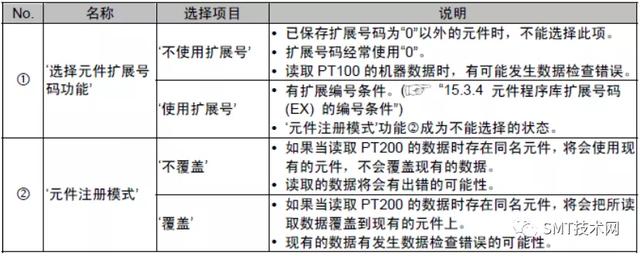
让 PT200 元件库 extension No 复位
200 元件库有时为了方便,开启了extension No。但久而久之,产生很多不同Ex No 同一个型号元件又带来另外一些麻烦。我最现pt200 自带了一个小工具,使Ex No 复位成0,执行该文件后,点LibChk 后,会找到很多不同Ex No 的元件。点“ChangePartsEx”后元件库中的元件Ex No 都为0 了。
间还可以钩选参数正确的元件为基准进行复位。这个工具在“......\kme\pt200\Exe”路径下,文件名“PartsExCheck.exe

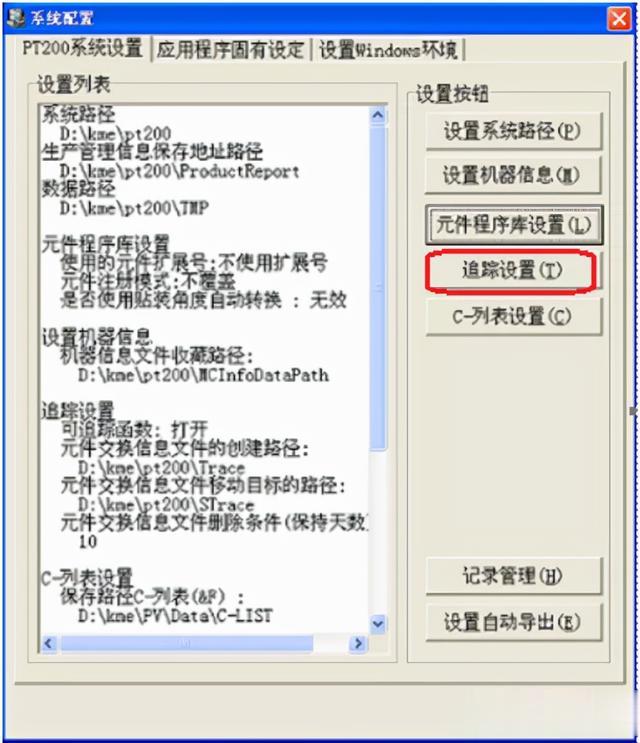
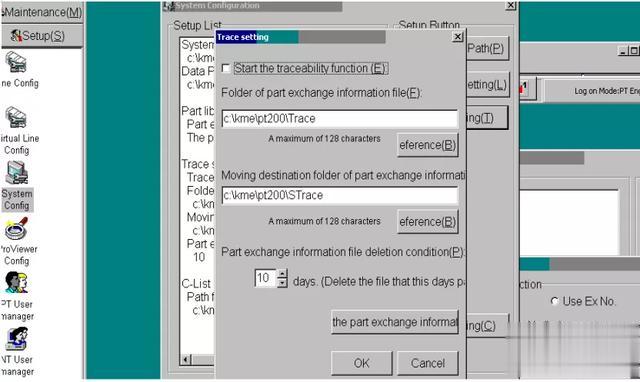
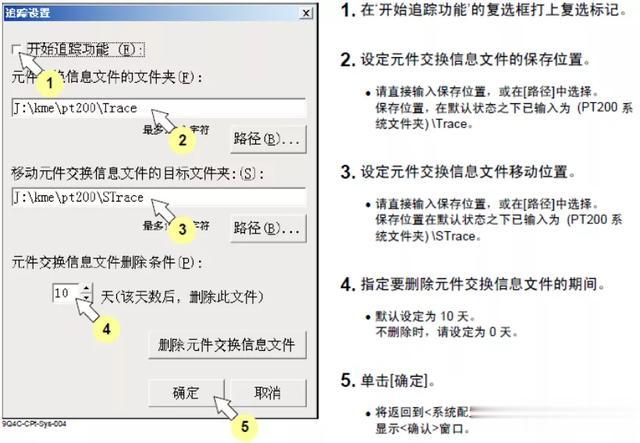
㈡追踪设置
㈢系设置统路径
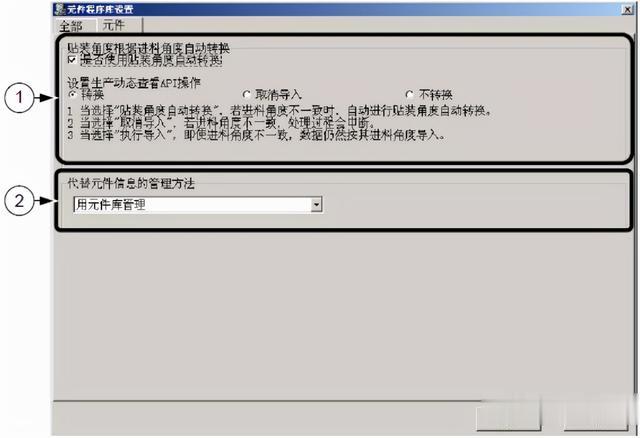
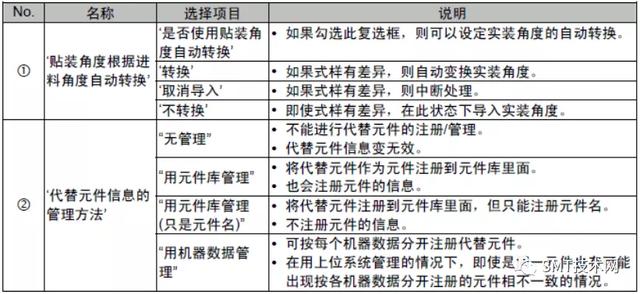
㈣元件程序库设置
全部
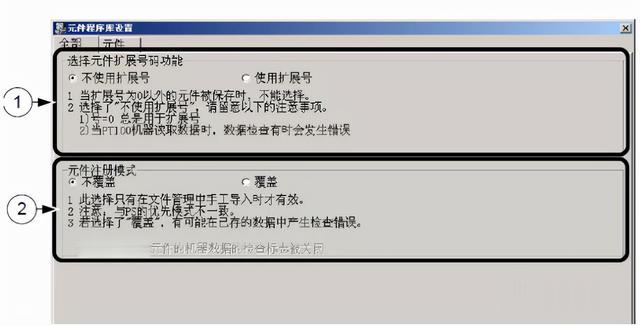
元件
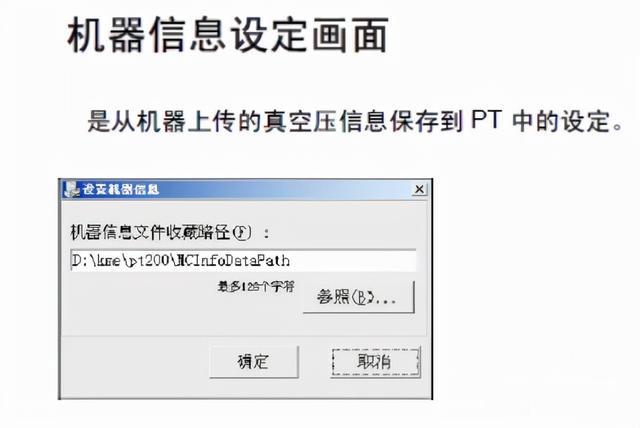
㈤ 机器信息设定
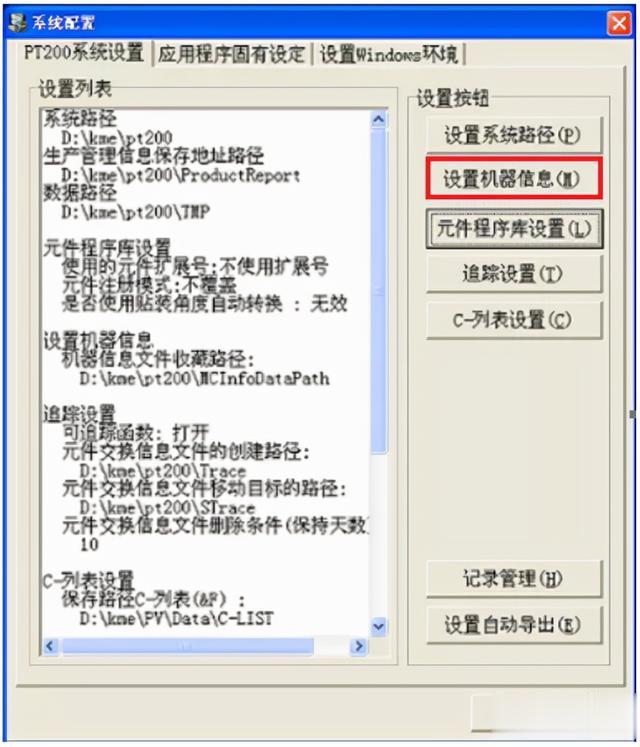
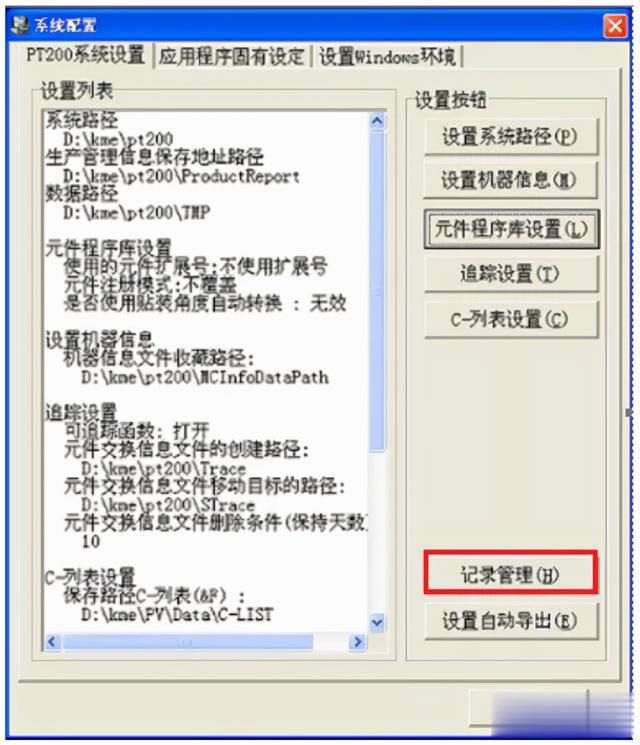
㈥记录管理
机能设定
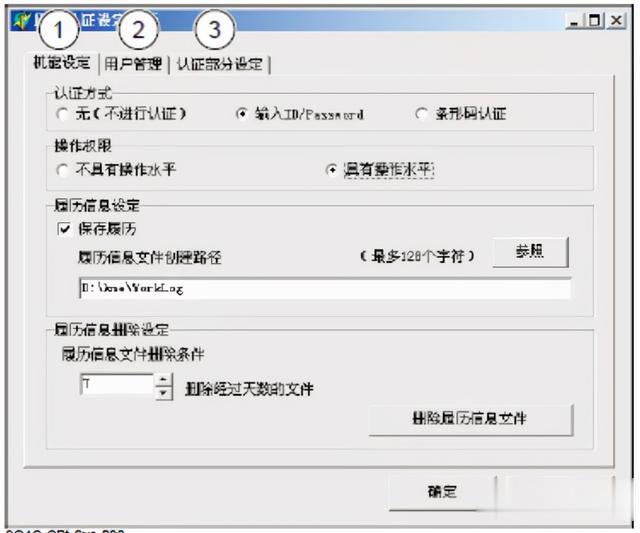
用户管理
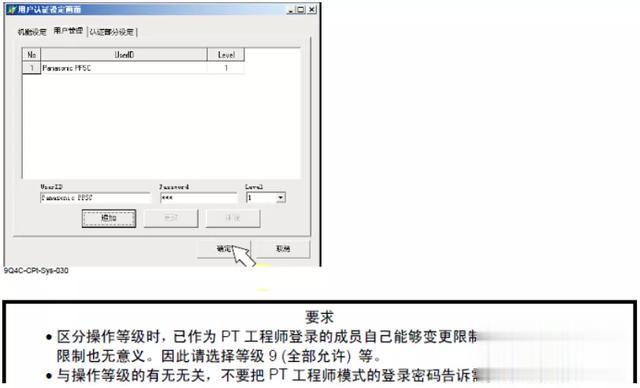
认证部分设定

㈦自动导出设定
②、应有程序固有设定
③、设置Windows环境
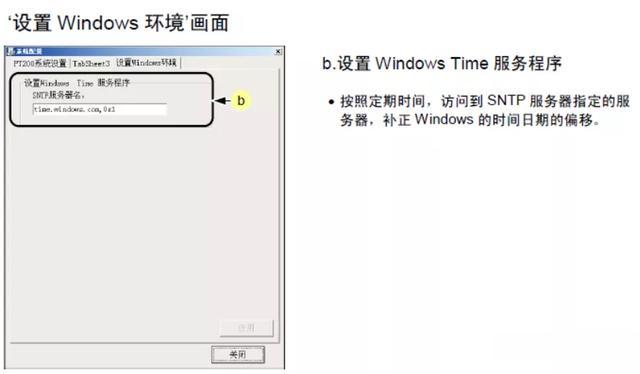
2)、机器设置
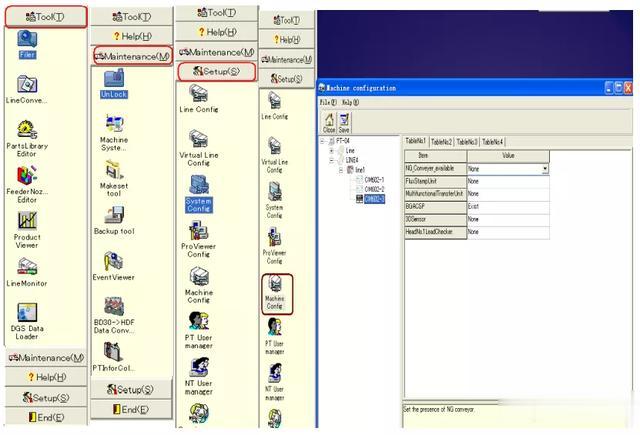
重启后需要重新将PT200设置为高级用户使用,在PT200 system中选择Set UP,在列表中双击选择 machine config,在弹出的对话框中按照机器的实际配置进行配置更改。
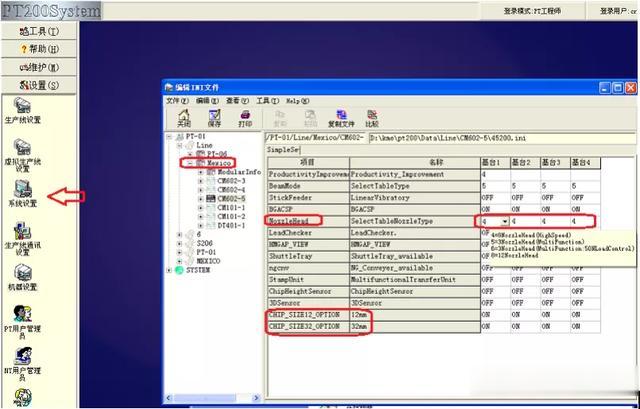
置每台设备的吸嘴头的吸嘴个数、及12mm、16mm的Feeder开启。
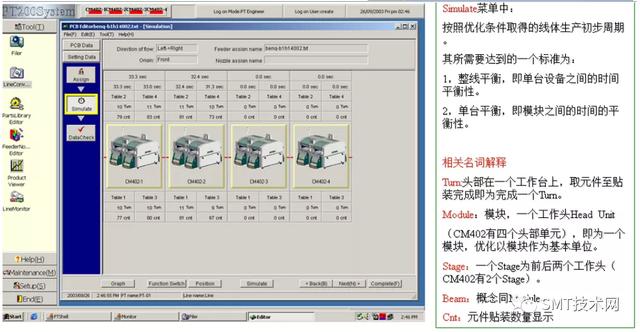
①、优化功能在mcnpara菜单下选择productivity Improvement中在下拉列表框中选择3, 使机器维持最优化生产。
高速化Ver3、Ver5功能、
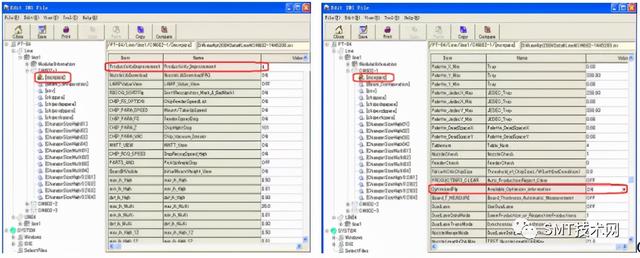
Optimize Flg
打开优化功能后,贴片机程序可执行优化功能。若不打开此功能,则不能优化程序,如下图
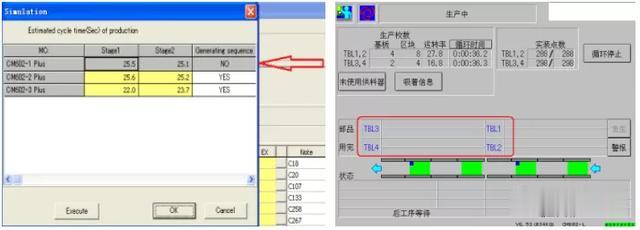
不能优化的设备显示为灰色,优化完成后,设备运行时Table显示为蓝色,则为最优状态。
②、震动Feeder更多内容点击阅读:
https://mp.weixin.qq.com/s/Gszgzcske3lfZDOGx5HtKQ
未完待继:下节分享》》》Ⅳ 参数定义
