高功率半导体用纳米银焊膏的研究现状
张宸赫 李盼桢 董浩楠 陈柏杉 黄哲 唐思危 马运柱 刘文胜
(中南大学轻质高强结构材料国家重点实验室)
摘要:
第3代半导体作为核心部件,使得更紧凑、高频率、高功率的电子器件在射频和微波电子、能源转换与储存、雷达和通信等领域展现出广泛的应用潜力。然而,高性能电子器件对其封装材料的导电性、导热性以及连接处的机械性能提出了更为严格的要求。纳米银焊膏因其卓越的低温烧结性能和在高温环境下的出色表现引起了广泛关注。然而,国内银粉和银焊膏产品的质量相对较低,且研发过程缺乏理论指导,必须依赖进口材料。基于高功率半导体用纳米银焊膏,综述了通过液相化学还原法合成纳米银粉的研究进展,以及纳米银焊膏的烧结机理、影响其性能的因素和控制方法,有望为国内纳米银焊膏的研发和生产提供有益的指导和支持。
0 引言
第3 代半导体主要包括碳化硅(SiC)和氮化镓(GaN)。相比于第1代和第2代半导体材料,第3代半导体材料具有更宽的禁带宽度、高电子迁移率、高饱和速率等特点[1]。第3 代半导体在电力电子、汽车电子、航空航天以及军工等领域被广泛应用。尤其是在军工及航天领域,芯片需要面对高频率、高功率、高温的环境[2],苛刻的服役条件也对功率芯片封装材料提出了更高的要求,如优异的机械强度、导热性能、导电性能、高温循环下的组织稳定性、高温抗蠕变性等[3]。
传统的芯片封装互连主要采用焊料回流焊接技术,在高于焊料熔点的温度下实现电子器件和基板互连。焊料分含铅焊料和无铅焊料2类,含铅焊料为有毒物质,而无铅焊料无法胜任高温等工作环境,因此急需寻找1种新的封装互连材料。纳米金属颗粒烧结连接技术因其环境友好性和优异的性能引起了广泛的关注。电子行业中主要使用的导电填料为金、银、铜。金的价格比较昂贵;而铜的价格虽然便宜,但是化学性质活泼、易氧化;相比之下,银的氧化速度较慢且具有优异的导电和导热性能,被广泛用做导电填料。
纳米银焊膏作为1种新兴的封装互连材料引起了广泛的关注。相比于传统的微米级银粉末,尺寸效应导致纳米银颗粒在远低于块体银熔点的温度下实现颗粒间的冶金连接与组织致密化,甚至可以实现低温无压烧结。且由于烧结组织的致密化,其在高温下仍具有优异的力学、导电、导热性能。
目前国内银焊膏生产企业的产品大多为中低端焊膏[4-5(] 如用于片式元件的部分焊膏),而高端焊膏(用于芯片等高性能元件互连、太阳能电池等)的需求目前主要由汉高、阿尔法、贺利氏等外资公司来满足,其中像贺利氏生产的纳米银焊膏主要应用于半导体封装、电子连接等领域。贺利氏推出的产品有mAgicDA295A 低温无压烧结银和mAgic PE338 有压烧结银。mAgic DA295A 的固化温度≥200 ℃,电阻率≤8 μΩ·cm,热导率≥100 W·m-1·K-1;而mAgic PE338的固化温度≥230 ℃,电阻率≤10 μΩ·cm,热导率≥200 W·m-1·K-1,热膨胀系数为15×10-6~19×10-6 K-1,弹性模量为25~65 GPa。其主要产品在导电性、稳定性方面表现出色。
纳米银焊膏主要由银粉、表面活性剂、黏结剂等组成。其中银颗粒为银焊膏的主要导电相,质量分数占到银焊膏的约80%。银粉的形貌和粒径对银焊膏的性能影响极大。而国内银焊膏的研发缺少理论指导,研究团队对于银粉的制备与选择、表面活性剂与溶剂体系的选择、烧结工艺的选择主要依靠尝试和经验积累。本文对于银粉的制备和调控、银焊膏的烧结机理、银焊膏的烧结工艺和性能调控进行了综述。
1 银粉的制备和调控
粒径小、尺寸形貌均一以及高振实密度的银粉在烧结时填充得更紧密,有助于形成稳定的导电、导热网络,提高接头的剪切强度。目前制备纳米银颗粒的方法包括化学还原法、模板法、光诱导法、微乳液法、沉淀法等。模板法通过控制模板制备形貌尺寸均一的银粉,但是对于设备的要求较高,成本也较高[6]。光诱导法通过光源还原银前体制备得到银粉,对于环境要求高,无法大规模生产[7]。微乳液法能让水相和油相在表面活性剂的作用下形成微泡,银离子在微泡中成核生长;和液相还原法相比,虽然都是在液相体系下发生反应,但微乳液法是在2种互不相溶的溶剂中形成胶束,这些胶束易团聚,会显著降低银粉的性能[8]。沉淀法是在沉淀时发生氧化还原反应,生成的副产物粉末易团聚,会影响粒径[9]。
1.1 化学还原法
化学还原法是通过在含有分散剂的银盐溶液中加入还原剂以获得含银胶体,最终通过过滤、干燥得到银粉的方法,其工艺简单、生产效率较高。根据还原剂和表面活性剂的不同,化学还原法又可以分为柠檬酸钠还原法、多元醇法、种子生长法。1951 年,TURKEVICH 等人[10]首次使用柠檬酸钠还原剂制备得到金胶体溶液,后来该方法被应用于制备纳米银颗粒。柠檬酸钠既是还原剂也是稳定剂,柠檬酸盐与Ag结合抑制了Ag+的形成,促进了二次形核。柠檬酸钠浓度对于银成核及生长的影响极大[11],因而其对纳米颗粒的尺寸和形貌有极大的影响。YANG等人[12]通过改变Ag与柠檬酸钠的摩尔比发现,柠檬酸钠相比于Ag的摩尔比越高,银粉粒径越小。且由于柠檬酸钠在晶面上具有选择性吸附的特点,当柠檬酸钠相比于Ag的摩尔比较低时,前驱体溶液中同时出现纳米银线和纳米银球。近年来,业界通过添加其他还原剂作为辅助材料来制备形貌尺寸可控的纳米银颗粒。SPINA等人[13]使用单宁酸与柠檬酸同时做还原剂,制备得到平均粒径在30 nm以下的纳米银颗粒。在不同浓度的单宁酸条件下合成的银粉TEM 图像如图1 所示。单宁酸对银粉形貌和粒径的影响极大,在未添加单宁酸时银盐溶液中会出现纳米银棒,随着具有更强还原性的单宁酸浓度的增加,前驱体溶液中纳米银颗粒的粒径会减小。

多元醇法使用多元醇作为反应溶剂以及还原剂,Ag+被还原后再成核和生长。多元醇法制备银颗粒的过程受到很多因素的影响,如温度、反应时间、卤素原子、反应物浓度、保护剂浓度等。常子贡等人[14]采用乙二醇做还原剂,聚乙烯吡咯烷酮(PVP)做保护剂,发现随着PVP 浓度的增加,纳米银颗粒消失,在高浓度保护剂条件下生成长度为5~50 μm、横向宽度为80~150 nm 的纳米银线。WEI等人[15]以AgCl悬浮液为成核剂,用一锅多元醇法合成高纯度纳米银线,通过改变其反应温度,发现在140℃下反应生成的纳米银线更长,力学性能更好。KARIMI-CHALESHTORI等人[16]分析了Cl-对纳米银线合成的影响。前驱体溶液在没有Cl-的情况下形成纳米银颗粒;在少量Cl-的情况下各向异性生长形成纳米银线;在Cl -的浓度达到10 mmol/L时,会生成高纵横比的纳米银线。PATIL等人[17]研究了不同搅拌速率下纳米银线的形貌变化。在搅拌速率较低时,溶液局部Ag+分布不均会生成纳米银线和纳米银颗粒。搅拌转速约为30 r/min时,溶液会生成高纯纳米银线。在多种实验参数的影响下,该方法常出现副产物,且形成纳米银颗粒的机理还有待研究。
不同于其他的液相还原法,种子生长法是1个控制纳米颗粒形貌和尺寸极好的方法。2001 年,JANA等人[18]提出用尺寸较小的金粒子作为种子合成棒状金纳米粒子。合成分2步进行,第1步是制备粒径较小的晶种,第2 步是将晶种注入含有前驱体、还原剂、分散剂的溶液中,Ag+粒子吸附在晶种的晶面上生长。形核生长根据晶种的原子是否与被还原的金属一致分为均质生长和异质生长。
在无机纳米颗粒的典型合成中,反应溶液中的前驱体被还原或分解,所产生的单体经过成核和生长形成纳米粒子。该过程中LaMer 理论是被广泛接受的。无机纳米颗粒成核和生长过程中单体浓度的变化如图2所示,该理论认为形核和生长分为3个阶段。第1个为单体浓度增加阶段:前驱体经过还原或分解产生大量纳米颗粒,单体浓度快速达到过饱和状态。第2个为成核阶段:单体聚集成核产生种子,导致单体浓度急剧降低。第3个为生长阶段:单体浓度低于过饱和值,不会再出现自发形核,前驱体还原和分解产生的单体继续在银颗粒上生长。在前驱体被还原或分解前加入种子,分解形成的单体在种子表面成核,导致银单体浓度远低于过饱和度的最低水平。相对于均相成核,种子生长法需要的驱动力更小。在前驱体溶液中加入纳米银种子,银单体在种子上生长,使得前驱体溶液中的银单体浓度低于成核阈值,生成粒径较为均一的纳米银颗粒。

1.2 种子介导化学还原制备纳米银颗粒
研究表明,种子尺寸越小,生成的纳米银颗粒越小[20],且种子的浓度对于纳米银颗粒的粒径也有影响。HUANG等人[21]将银前体的浓度降低到10 mmol/L,温度为80℃,银前体的浓度不变,增加种子的浓度,制备得到的纳米银颗粒粒径减小(均小于30 nm)。同样,XING 等人[22]在最佳反应条件的基础上,通过调节纳米银种子的数量,制备了一系列不同尺寸的纳米银颗粒。随着纳米银种子浓度的减少,纳米银颗粒的平均粒径增大。
表面活性剂通常是由疏水基团和亲水基团组成。在液相还原法制备银粉的过程中:一方面,疏水基团与银颗粒表面相结合,控制银粉的尺寸;另一方面,表面活性剂的长链的空间位阻可以避免银粉大量聚集。用于液相还原法的常见表面活性剂有柠檬酸三钠、阿拉伯树胶(AG)、明胶、PVP、甲基纤维素等。Ag为面心立方结构,不同晶面的表面能E 有差异:E(111)<E(100)<E(110),表面能高的晶面优先生长。而表面活性剂主要是通过吸附在晶面上调控各晶面表面能,进而调控银粉的形貌。PVP 调控面心立方晶体生长示意如图3 所示,PVP 通常吸附在Ag 的(100)晶面上,银颗粒沿着(111)晶面生长,最终形成由(111)晶面组成的八面体[23]。反之,当表面活性剂吸附在(111)晶面上时,银粉沿着(100)晶面生长,最终形成立方晶体。低浓度表面活性剂主要吸附在晶体特定表面,银粉生长成特定的形状,在高浓度表面活性剂下,晶体各个晶面被包覆形成类球形颗粒。
表面活性剂同样可调控银粉的尺寸。赖耀斌等人[24]研究了AG用量对高分散性银粉粒径的影响。随着表面活性剂用量的增加,银粉的粒径先降低然后保持不变,AG分子的长链结构具有空间位阻效应,亲水官能团在水中延伸,阻止银粉的聚集,对银粉的粒径和分散性有显著影响。表面活性剂减小了银颗粒的表面能,促进银粉形核,使得用于生长的银粉减少,进而使得粒径减小。李向果等人[25]通过调控PVP和AG复合表面活性剂的用量探究表面活性剂对银粉粒径的影响。PVP用量增加使前驱体溶液加速形核,粒径减小;同时AG的减少使空间位阻效应下降,银粉分散性变差。表面活性剂的分散机制有些许不同,因此选择合适的表面活性剂对银粉的品质极为重要。
反应温度越高,前驱体的还原速率越快且溶液中粒子的布朗运动加剧。YANG等人[26]采用纳米银颗粒作为种子,以十二烷基硫酸钠为表面稳定剂,合成了六边形横截面的纯纳米银柱。在室温下反应温和,银离子和银原子在种子的特定方向聚集,形成纳米银柱;在高温下反应剧烈,形成类球形纳米颗粒;在低温下反应缓慢,形成特定形貌的银粉,但是不利于大批量快速制备。

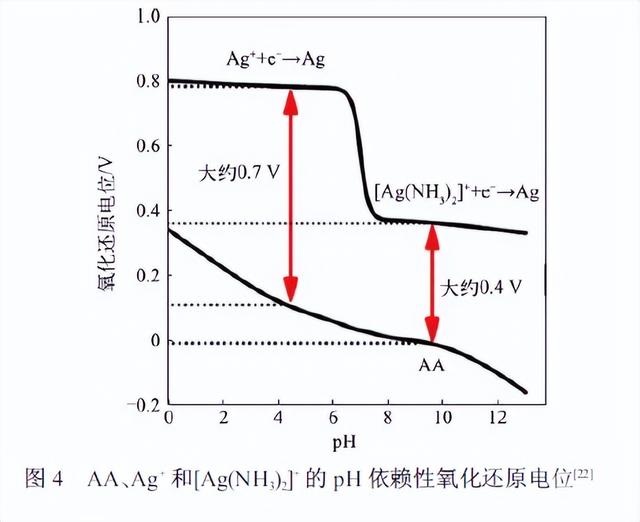
溶液的pH值是反应的重要因素。FU等人[27]以柠檬酸三钠为表面活性剂、硼氢化钠为还原剂,调控溶液的pH值,发现碱性条件下生成的纳米银颗粒粒径相对较小。研究表明,pH值的改变影响了表面电荷,进而影响了颗粒的稳定性和聚集[28],且pH 值的改变会影响还原电位差异。XING等[22]通过调节pH值获得均匀的纳米银颗粒。花生四烯酸(AA)、Ag+和[Ag(NH3)2]+的pH值如图4所示,随着pH值超过8,银前体的氧化还原电位从约0.79 V降低到约0.38 V,且随着pH值的增大,AA的电势也逐渐降低。在pH值大于8时,前驱体溶液和还原溶液电位差值降低,生长速率显著降低,有助于调节纳米银种子的生长。另外,pH值的调控还需要考虑到还原剂的种类。依据能斯特方程,当化学还原反应中出现H+,势必影响还原电势。抗坏血酸做还原剂时,随着pH 值的升高,氧化还原电势越高,抗坏血酸的还原性越强,从而有助于在短时间内获得粒径较小的银粉[29]。尤其是抗坏血酸、甲醛等中性还原剂与硝酸银的反应速率相对缓和,易通过调控pH 值来改变反应速率。
2 银焊膏烧结机理
银焊膏通常含有纳米银颗粒和一定量的有机成分(分散剂、黏合剂、稀释剂、有机溶剂和其他添加剂)。有机溶剂的主要作用是保证粒子的分散性、黏度和流动性。在纳米银焊膏的烧结过程中,有机溶剂在温度升高后开始挥发,纳米银颗粒通过颗粒之间的相互扩散形成烧结颈,且随着烧结颈的长大,纳米银颗粒最终形成具有一定机械强度的复杂网络。
烧结过程主要分为3个阶段。第1阶段,纳米银颗粒之间相互接触,并逐渐聚合形成烧结颈,烧结颈通过原子在纳米颗粒表面扩散,扩散的主要方式有蒸发凝聚、表面扩散、晶界扩散、塑性流动和体积扩散,该阶段对致密化的贡献较小;第2阶段,颗粒之间通过晶界滑移和晶格扩散使烧结颈和颗粒长大,气孔逐渐从连通状态转变为孤立状态,烧结体致密度明显增高;第3阶段,晶粒逐渐长大形成致密网络,气孔闭合后逐渐聚集形成孔洞。
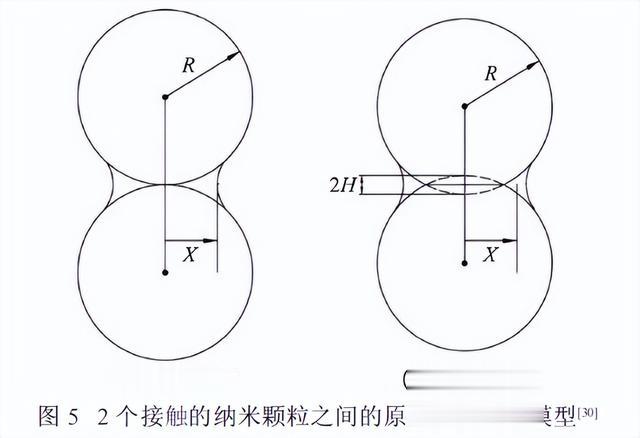
如果烧结粉末的形貌均为规则球形银粉,则可以看作2个球形银粉颗粒之间的烧结。2个接触的纳米颗粒之间的原子扩散通道模型如图5所示:烧结前颗粒之间紧密相连,见图5(a);烧结中,随着烧结时间的增加,颈部尺寸增加,烧结样品开始收缩,见图5(b)。2个粒径相同的金属纳米颗粒的烧结颈的生长方程为:

式中X 为烧结颈的长度,H 为烧结相关的特征系数,t为烧结时间,m、n为常数,R为颗粒半径。
烧结的驱动力来自于颗粒表面曲率变化带来的体积压力差、蒸气压差和空位浓度差等,这些主要由颗粒半径和辅助压力决定。烧结驱动力P的计算公式为:

式中P0为辅助压力,R1、R2分别为2 个接触的纳米颗粒的半径,γ为表面张力。
由式(2)可见,在其他变量不变的情况下,P随着R1、R2的减小而增大,且随着P0的增大而增大。
3 银焊膏的烧结工艺和性能调控
纳米银颗粒有良好的导电、导热性能,广泛应用于电子器件封装。第3代半导体器件广泛应用于高温环境,纳米银的颗粒粒径小,可以在低温下烧结,烧结后其熔点又升高到块体状态时的熔点,故而实现了低温烧结、高温服役,为第3代半导体提供了1种可行的解决方案,但如何更好地控制烧结体的致密度、银焊膏和基体之间的结合强度、银焊膏的导电导热性能是其面临的主要问题。
3.1 银粉形状和尺寸对性能的影响
银颗粒是银烧结焊膏的主要成分,银粉的形状和尺寸与烧结过程中的微观结构演变密切相关,对烧结接头的结合强度有极大影响。相较于微米银粉,纳米银粉在单位体积内有更高的表面能,纳米级的银颗粒烧结只需要较低的温度即能实现与基板的良好键合,而微米级的银颗粒需要更高的温度才行。在采用银粉制备银焊膏时,通常搭配使用多种尺寸的银粉,小尺寸银粉填充大尺寸银粉的空隙,使烧结后孔隙变小。纳米球形银粉和微米片状银粉的颈缩生长对烧结银接头的力学性能起着重要作用。目前银焊膏技术已经取得了许多进展,但是对于银焊膏烧结的微观机理还缺乏深入研究。
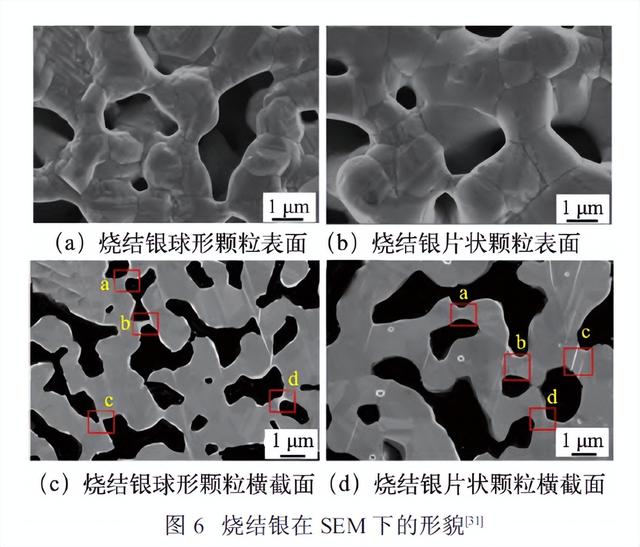
CHEN等人[31]用质量比为10∶1的银颗粒与乙二醇制备了以片状银粉为主的银焊膏和以球形银粉为主的银焊膏。其中片状颗粒平均长度为6 μm,平均厚度为260 nm;球形颗粒平均直径为300 nm。银焊膏在250℃的空气中烧结,烧结银在SEM下的形貌如图6所示。烧结银片状颗粒形成了更大的烧结颈,但是球形颗粒的表面能要高于片状颗粒,球形颗粒理应实现更大的颈缩生长,这说明可能存在其他影响试验结果的因素。继续进行拉伸和剪切试验后得出,烧结银片状颗粒的剪切强度(接近28 MPa)和拉伸断裂强度(接近35 MPa)要远高于球形颗粒。这是由于断裂都发生在烧结银颗粒颈缩的位置,片状颗粒的烧结颈尺寸更大,产生断裂需要的变形也更大。试验结果表明烧结银的机械强度和晶粒的颈缩生长有关。
随着纳米颗粒制备技术的成熟,纳米银焊膏已经被广泛应用于电子封装中,使用复合纳米颗粒制备纳米银焊膏来改善导电性、导热性以及力学性能是1条可行的道路。LYU等人[32]通过有限元建模预测和试验测量纳米银的电导率和导热系数,模拟结果和实验结果基本一致。纳米银焊膏的电导率和导热系数随着孔隙率的增加而下降。孔隙的增加会引起电流和热流集中,同时增加纳米银焊膏失效的可能性。ZHANG等人[33]通过分子动力学方法计算得出,直径比为1∶1.4的纳米银球形颗粒的致密度和导热系数最高。由于小颗粒可以填充大颗粒的孔隙,同时小颗粒的表面扩散效应可以促进大颗粒的低温烧结,WANG 等人[34]采用平均直径为62 nm 的纳米颗粒(体积分数为3.5%)、平均直径为0.4 μm 的亚微米颗粒(体积分数为35.5%)和平均直径为2.5 μm 的微米颗粒(体积分数为61.0%)组成的混合颗粒在180℃下进行无压烧结,实现了35 MPa的黏接强度。与纯纳米银焊膏相比,其孔隙率大幅下降。银接头的导热性不仅和孔隙率相关,还和孔隙的形状有关。数项研究中孔隙率和导热系数的关系如图7所示,研究人员归纳后发现球形孔的热阻最小,扁平状孔的热阻最大。

3.2 烧结工艺对性能的影响
烧结工艺根据压力可以分为加压烧结和无压烧结。相比于无压烧结,加压烧结增加了颗粒与颗粒之间的接触,提高了烧结接头的致密度,并改善了其电热和机械性能,但压力过大会降低机械制造过程中的稳定性;而无压烧结可以缩短加工时间,保护电子器件。
ZHANG等人[36]采用纳米银颗粒,在250℃、30 min试验参数下,比较了加压(5 MPa)和无压烧结2 种方式之间烧结银层的不同。无压烧结和加压烧结得到的烧结银孔隙率分别为16.26%和5.38%,无压烧结的烧结银多孔性更强。加压烧结促进了颗粒间的紧密接触,增强了连接层的机械和电热性能。提高烧结压力和烧结温度可以达到良好的烧结性能。如ZHANG等人[37]采用PVP涂覆平均粒径为110 nm的纳米银颗粒,并在一定的烧结参数下(空气中、300 ℃、3 MPa、15 min)进行烧结。随着温度逐渐升高到300 ℃,烧结银的孔隙率下降到19%,此刻烧结银的电阻率为8.35×10-6 Ω·cm、导热系数为247 W·m-1·K-1。他们还研究了不同烧结压力对于Si/SiC 芯片与基板之间的剪切强度的影响。当压力从0 MPa 升高到10 MPa 时,Si/SiC 芯片与基板之间的剪切强度分别从14 MPa/10 MPa升高到45 MPa/35 MPa。这是由于烧结压力降低了孔隙率,提高了剪切强度。
传统的烧结工艺需要加压烧结且过程繁琐。随着烧结工艺的进步,采用新型烧结技术可以缩短烧结时间,提高烧结性能。LU等人[38]将一定量的纳米银颗粒、微米银颗粒、SiC颗粒和有机物混合,并采用放电等离子烧结(SPS)工艺进行试验。不同烧结温度下烧结银结构的剪切强度如图8所示。在3 MPa、250℃试验参数下银接头剪切强度约为20.93 MPa。在进行SPS时,由于晶粒生长时间极短,可以实现快速致密化,获得优异的力学性能。而在250℃时无压烧结得到的接头剪切强度远低于加压烧结得到的,因此仍需寻求在降低芯片所承受压力的同时保障银接头力学性能的方法。MEI等人[39]使用电流辅助烧结工艺对平均粒径为50 nm 的纳米银颗粒进行快速烧结,接头的剪切强度随电流时间的增加而增加,烧结时间在1 000 ms 时剪切强度达到50 MPa。电流辅助烧结的致密化可以分为3 个阶段:纳米银颗粒的重排,液相辅助烧结致密化,位错运动消除晶体缺陷。虽然电流辅助烧结的整体时间较短,但是升温速率过大会导致接头出现温差,从而导致接头的微观结构不均匀。与传统烧结工艺相比,快速烧结工艺烧结机理并不明确,还要进一步探索。

3.3 有机物对性能的影响
在导电银焊膏的制备过程中,通常要在纳米银的表面添加有机包覆层以防止纳米颗粒的聚集,同时还需要添加有机溶剂以改善纳米银焊膏的流动性。在烧结的过程中,一些有机包覆层和溶剂会挥发和分解,纳米银颗粒会连接形成烧结互连结构。然而未分解的有机物会对材料的电热性能产生不利影响,因此试验需要选择具有适当分解温度的有机物以提高烧结稳定性。
SHEN等人[40]通过将叔十二烷基硫醇(TDM)与纳米银颗粒搅拌,对纳米银颗粒进行表面改性。TDM与有机溶剂(乙二醇、松油醇和聚乙二醇)在250 ℃时都能挥发。对纳米银颗粒、TDM和有机溶剂混合得到的物质进行无压烧结,分析了不同质量分数(1%、1.5%、2%、4%)的TDM对烧结结果的影响。试验发现质量分数为1.5%的TDM 可以有效减少纳米银焊膏的孔隙,孔隙率为6.1%,剪切强度达到了46.82 MPa。有机物的含量会逐渐增加,同时其挥发会导致纳米银焊膏出现更多的孔隙,降低黏接强度。SUN 等人[41]将基本溶剂(酯类、多元醇和醚类的混合物)和辛酸或油酸混合成有机溶剂,再将AgNPs(质量分数为80%)和有机溶剂混合(质量分数为20%),然后在基板上加热该混合物,使其温度达到250℃并保持10 min,最终得到银焊膏。将含有辛酸和油酸的银焊膏分别命名为Ag1、Ag2,通过4点探头法测得Ag1的电阻率为Ag2 的2倍,这是由于油酸的分子链更长,有利于银粉分散,能够防止银粉在低于烧结温度的时候自聚结,促使试验形成致密度更高的烧结体。但Ag1 的剪切强度(37.63 MPa)约为Ag2(7.85 MPa)的5 倍,这显然是异常的。图9为Ag1、Ag2在不同放大倍率下的黏接处横截面特征的SEM图,可见Ag1没有出现明显的孔隙,而Ag2出现了较大的孔隙,导致黏接强度下降。这是由于油酸在低温时难以挥发,会阻塞在黏接层内,不断挤压烧结结构,导致Ag2 形成孔隙,从而影响黏接强度。LI等人[42]研究发现通过优化烧结气氛中的氧气含量可以优化芯片的结合性能,氧气除去了焊膏层中大量的有机物,导致大量孔隙出现,接头强度显著降低。因聚乙二醇-400的分解产物具有抗氧化性,有学者将其视作焊膏中的有机物[43]。减少有机物的挥发和分解可以提高接头强度,同时有机物的存在会降低银焊膏的导电、导热性,因此要根据银焊膏的烧结温度和预期性能来选取合适的有机物。
3.4 复合颗粒对性能的影响
3.4.1 低熔点金属粉末
为了改善纳米银焊膏的机械性能,业界通常在银焊膏中添加低熔点金属(如Sn、In、Ga等),随着烧结温度的升高,低熔点金属发生熔融并填充因有机物分解或挥发造成的孔隙,最终与银颗粒反应形成中间相或固溶体,提高了纳米银焊膏的机械性能。
TSAI等人[44]在银焊膏中加入In,试验在真空环境下进行,加热到第30 min 时温度达到300 ℃,瞬时液相烧结形成Ag-In 金属间化合物和Ag-In 固溶体。试验发现添加In后解决了Cu的氧化问题,接头强度显著提高。YANG等人[45]将粒径20 nm 的锡粉和银粉混合,总共制备了4 种含有锡粉(质量分数分别为0、5%、10%、20%)的银焊膏。试验发现当锡粉质量分数在5%时银焊膏的剪切强度为50 MPa,比其他含量锡粉的银焊膏剪切强度高,这是由于瞬时液相烧结后形成的Ag-Sn 固溶体能起到固溶强化的作用,且烧结后产生的Ag3Sn 颗粒作为第2 相起到了分散强化的作用。但锡粉含量的增大使得烧结后形成的大片Ag3Sn中间相呈脆性,极大地影响了烧结接头的可靠性。Ag烧结接头本质上还是多孔结构,在热老化过程中接头的孔隙率逐渐增大,剪切强度逐渐减小。低熔点金属可以填充银粉间的孔隙,但是由于金属间的互扩散速率的限制,瞬时液相烧结时间过长,会对其他电子器件造成损伤,且长时间的高温会导致热应力不匹配以及接头的可靠性降低。

3.4.2 陶瓷粉末
陶瓷颗粒有极高的熔点,而且在高温下热膨胀系数低、易发生变形。业界通常在银粉中掺杂陶瓷颗粒来提升烧结银的高温可靠性,但是过量的陶瓷颗粒会形成脆性相,影响复合颗粒接头的连接强度,如何在两者之间取1个平衡点还要继续研究。
WANG 等人[46]探究了AlN 纳米颗粒的质量分数对银焊膏性能的影响。研究结果表明,添加了质量分数为1%的AlN纳米颗粒的银粉,孔隙率为1%。该种银粉在热老化1 000 h 后,孔隙率仅约为2%,远低于纯纳米银焊膏的孔隙率(约为13%);热导率稳定在250 W·m-1·K-1,远高于纳米银焊膏的热导率。这是由于AlN 纳米颗粒在烧结过程中黏附在Ag 颗粒之间,降低了孔隙率。但是AlN纳米颗粒导热系数低,过量的AlN纳米颗粒聚集会导致导热率下降。HU 等人[47]将SiC颗粒和Ag颗粒混合,制备了1 种新型焊膏,探究非均质颗粒对高温性能的影响。在初始阶段,纯银接头会表现出较高的剪切强度;1 000 次热冲击后,纯银接头出现裂纹且发生粗化;然而含有质量分数为2%的SiC 的银焊膏在1 000 次热冲击后并未出现较多裂纹和孔隙,这是由于SiC颗粒可以缓解烧结银的粗化。不过,SiC颗粒添加过量也会导致孔隙和裂纹的出现,影响烧结银的初始剪切强度。
3.4.3 核壳结构
核壳结构纳米复合材料是由1层或多层的材料包覆在有机或无机颗粒表面形成的具有核壳结构的纳米材料。核壳结构纳米复合材料可以改善单一材料的不足,提高复合材料的均匀性,使复合材料呈现出多种优异性能。
为了提升瞬时液相烧结速率,减小接头热应力,YU等人[48]采用Sn包覆Ag颗粒作为新型的芯片黏接材料,烧结时间为10 min。Sn包覆Ag颗粒的焊层如图10所示,试验形成了置换固溶体和Ag3Sn金属间化合物,接头的剪切强度高达37.5 MPa。为解决Cu的氧化问题和Ag的成本问题,王凯枫[43]选择Cu@Ag核壳纳米材料对Cu-Cu 接头进行焊接,在一定的烧结参数下(250 ℃,30 min,10 MPa)剪切强度达到17.3 MPa,在降低核壳材料成本的同时也导致了烧结体的电导率大幅下降。为了保持良好的导电性能,PAJOR-SWIERZY等人[49]以Ni@Ag核壳材料为主,探究了添加不同质量分数的纳米银颗粒对于整体导电性能的影响,在添加质量分数为1%的纳米银颗粒并在150 ℃烧结时,电导率为6×106 S/m,远高于纯Ni@Ag核壳材料组成的焊膏的电导率。

4 结束语
随着近年来汽车电子、航空航天等的迅猛发展,高功率、集约化的芯片对封装材料提出了更高的要求,纳米银焊膏由于其“低温烧结、高温服役”的特性,非常适合应用于当前的电子器件封装领域,但在制备高质量纳米银颗粒和纳米银焊膏方面还存在以下问题,需要进一步研究。
1)纳米银颗粒的粒径和形貌对纳米银焊膏的性能有极大的影响。化学还原法由于工艺简单、产能高、成本低被业界广泛研究。其中种子介导法将成核和生长分离开,只需确保溶液中单体浓度低于过饱和度,确保不会出现自发形核,试验中更易控制银粉的形貌和粒径。目前业界通过控制种子的大小和数量、反应温度、pH值、表面活性剂等来制备银粉,但是制备尺寸形貌均一、分散性好的银粉还需要进一步研究。
2)银粉的烧结机理还局限于同粒径、同形貌下的烧结,对于不同形貌、不同粒径的银粉之间的烧结机理还不清晰,相关理论需要进一步发展。
3)应用于第3代半导体的纳米银焊膏封装材料需要有更高的热导率,且在高温下达到一定的剪切强度。经过多年的研究,业界探索了银粉的形貌和尺寸,不同烧结工艺(无压、加压、新型烧结工艺),有机物的添加,复合颗粒的添加对于烧结体性能的影响。但是这些制备纳米银焊膏的手段都存在一定的缺陷:无压烧结下孔隙率过高,影响最终性能;加压烧结可能损坏电子器件;复合颗粒的添加虽然可能会提升材料的剪切强度,但同时也可能降低接头的热导率、弹性模量等。因此将来还需要进一步对烧结工艺、银焊膏成分进行优化试验和研究,以符合应用需求。
