
文|正经的烧杯
编辑|正经的烧杯
«——【·前言·】——»
低合金高强钢厚板在海洋装备中有着广泛的应用,例如大型船舶、海上平台、海洋风电设备等重大装备。焊接是厚板构件的主要制造手段,电弧焊是目前工程上运用最为广泛的焊接方法。
然而电弧焊在大型构件的制造中仍面临挑战。首先多层多道电弧焊大能量输入导致焊接结构中出现大应力、大变形,破坏了焊接结构。研究表明电弧焊更容易使试板产生较大的变形,接头焊缝区会产生拉应力,在熔合区和热影响区产生压应力。

其次大能量输入会改变焊接材料组织与性能,严重影响焊接结构的性能和可靠性。某专家研究了采用MAG焊接工艺完成了16mm厚的高强钢,结果发现热输入过大及焊道间温度过高都会造成接头组织性能下降。
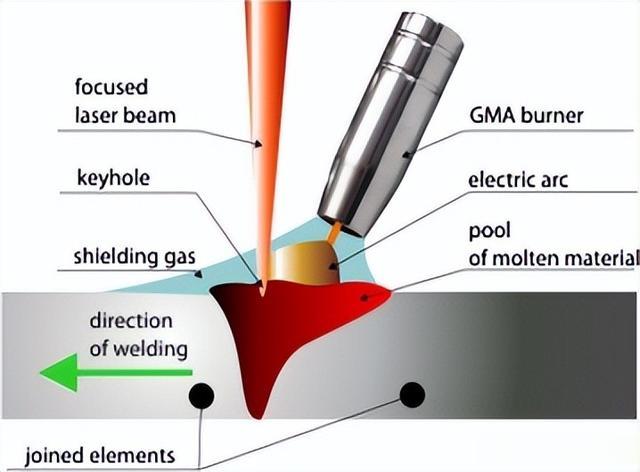
为了应对厚板焊接的技术挑战,近年来某公司使用激光超窄间隙焊接方法,这为提高焊接质量和效率提供了新的可能性。与传统的电弧焊接不同,激光焊具有功率密度高、焊接热输入小特点,采用激光超窄间隙焊工艺可以显著降低接头应力和变形。
本文工作主要采用点环激光作为热源,开发针对30mm厚10CrNi3MoV低合金高强钢的激光超窄间隙焊接工艺,主要通过点光源熔化焊丝实施多层激光填丝焊,环状光源辐射窄间隙坡口侧壁,抑制激光焊侧壁熔合缺陷。
本文对所获得的10CrNi3MoV低合金高强钢激光超窄间隙焊接头的硬度分布、拉伸性能以及冲击韧性进行定量评估,并与传统电弧焊接头进行对比,系统地研究了激光超窄间隙焊低合金高强钢的组织和性能特点。本文的研究为应用点环激光实施厚板窄间隙焊提供有益参考。
«——【·试验材料与方法·】——»
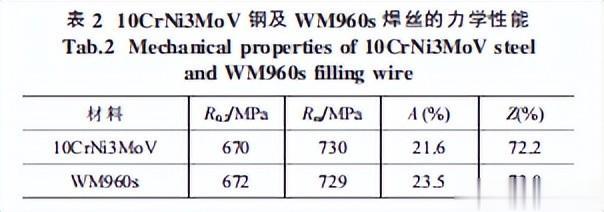
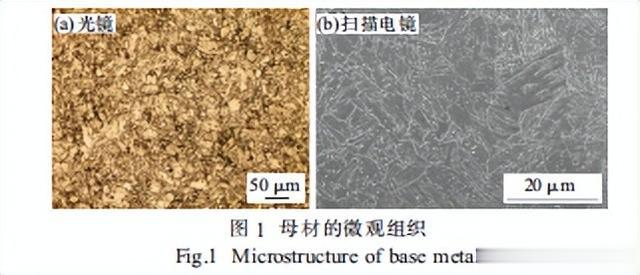
本文研究的材料为10CrNi3MoV钢,所用焊丝型号为WM960s,它们的化学成分和力学性能分别如表1、2所示。激光填丝焊采用了30mm厚板材,电弧焊采用了20mm厚板材。母材的金相显微组织形貌如图1所示,母材主要由铁素体(F)、粒状贝氏体(GB)组成。

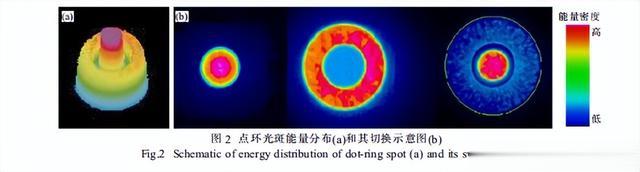
焊接试验及测试方法:激光焊接设备使用FEIBO-YDFL-PAM2000型光纤激光器,采用独立可调的中心和环芯,芯径分别为100和300μm,激光系统中两个独立谐振腔的存在提供了独立改变两束激光功率分布的能力,可以实现不同点环光斑的能量分布,如图2所示。
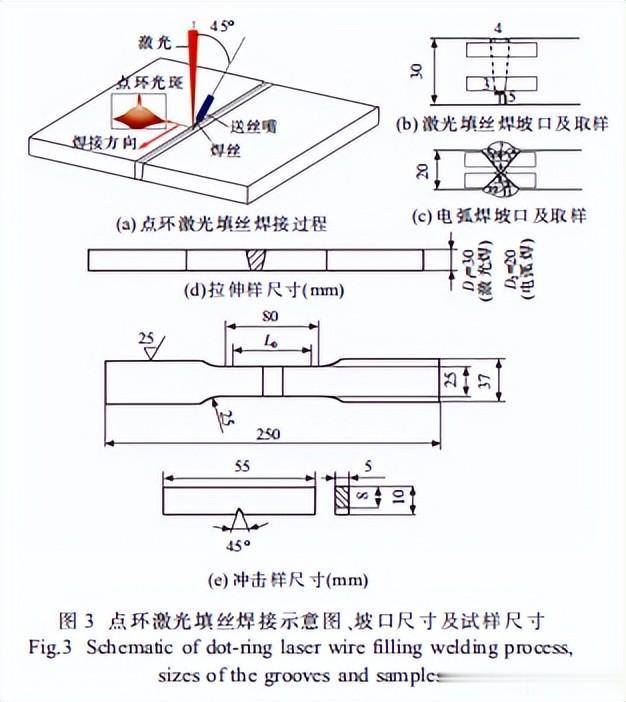
保护气体系统采用99.99%纯度的Ar,流量为20L/min。点环激光束垂直于正在焊接的试板,送丝角度约为45°,如图3(a)所示。
接头形式均为对接,坡口尺寸如图3(b)、(c)所示,激光焊第一道打底焊为点环纯激光焊接,填充及盖面焊为激光填丝焊,电弧焊为逐层焊接。
激光焊焊接工艺参数为:打底焊点激光功率7000W,环激光功率1600W,焊接速度2.4m/min,填充及盖面焊点激光功率7800W,环激光功率1600W,送丝速度80mm/s,焊接速度4.8m/min。电弧焊工艺参数为焊接电流210~240A,电弧电压24~28V,焊接速度0.25m/min。
焊接接头金相样品经研磨抛光后,采用4%硝酸酒精溶液腐蚀,再使用金相光学显微镜(ImagerA1m)和扫描电镜(SEM,NOVANanoSEM230)进行组织观察。
硬度测试设备为XQ-2000TMTC/LC型数字式显微硬度计,测试方向为沿着平行于横截面的方向(距离焊缝上下表面2mm,测量间距400μm,加载时间15s)。
拉伸性能测试依据GB/T2651-2008,样品取样位置为焊缝中部,其尺寸如图3(d)所示。冲击韧性测试装备为PTM220-D1型冲击试验机,试验依据GB/T2650—2022进行,样品尺寸如图3(e)所示,冲击断口采用扫描电镜(SEM,NOVANanoSEM230)进行观察。
«——【·试验结果与讨论·】——»
焊接接头宏观形貌分析:图4(a)为激光填丝焊的焊缝接头形貌,填丝至盖面共7层,组织界面清晰。采用点环激光束填丝未发现侧壁未熔合等缺陷,且焊缝上下位置大致等距,焊缝宽度约为5mm。
图4(b)中电弧焊宏观形貌呈上下双V型,这主要是与坡口尺寸和焊缝填充层有关。它的焊缝宽度明显大于激光焊的接头,焊缝填充共11道,表面焊缝区域宽度最大超过了21mm,中部最小宽度也超过了6mm。
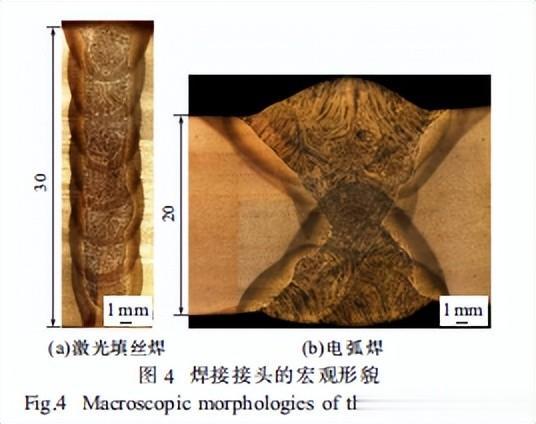
宏观金相表明,激光超窄间隙焊填充面积远小于电弧焊,在同等熔深下焊接道次也少于电弧焊,显示出高效焊接的特点。
«——【·焊接接头微观组织分析·】——»
焊接接头微区微观组织:如图5所示,根据微观组织的明显差异,可以将焊接接头组织大致分为焊缝区(WM)、熔合线、热影响区(HAZ)和母材(BM)。
热影响区又可以根据组织的微观形貌差异进一步划分为粗晶区(CGHAZ),细晶区(FGHAZ)和不完全结晶区(ICHAZ),从图5中对比可知激光焊的热影响区宽度仅约1.5mm,相对于弧焊的热影响区(宽度约3mm)明显较窄,显示出激光焊热输入小、热量集中的特点。
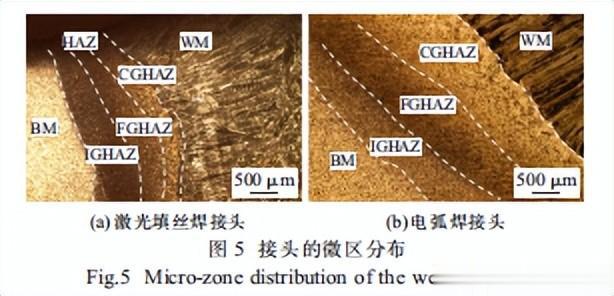
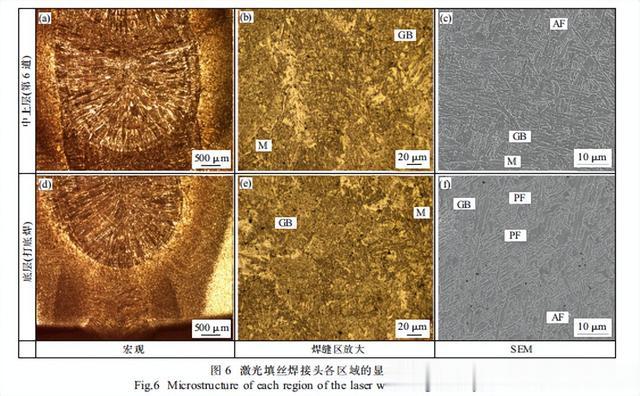
图6(a)~(c)为激光填丝焊上部中间层(第6道填丝焊道)对应的显微组织形貌。图6(d)~(f)为填丝焊激光焊打底层对应的显微组织形貌。
可以观察到上部焊缝呈现较明显的放射状枝晶的形貌,枝晶长约1500μm、宽度30~50μm;激光打底层由于是激光自熔焊,底部主要呈鱼骨状向水平两边分散分布的枝晶形貌。
如图6(b)、(c)所示,在上部焊缝区中可以发现大量针状铁素体(AF)、粒状贝氏体(GB)与少量的马氏体(M)组织,粒状贝氏体则是由颗粒状富碳奥氏体和块状或岛状铁素体基体组成。
由于焊丝中含量较高的Mn元素等在凝固过程中可以促进针状铁素体的形核,因此这有助于提高焊缝的强度和韧性。底部焊缝区主要为尺寸较小的针状铁素体和少量板条状回火马氏体组织。
如图7(a)所示,电弧焊上部盖面焊缝区组织的枝晶取向明显,且单束枝晶长度超过了3000μm,相比于图7(d)中部焊缝重熔区域的树枝晶长度(尺寸500~800μm)大了3倍多。
从图7(b)、(e)以及图7(c)、(f)可知,电弧焊接头焊缝区主要为针状铁素体和粒状贝氏体组织,中部重熔区域粒状贝氏体更多,铁素体尺寸比上部更小。
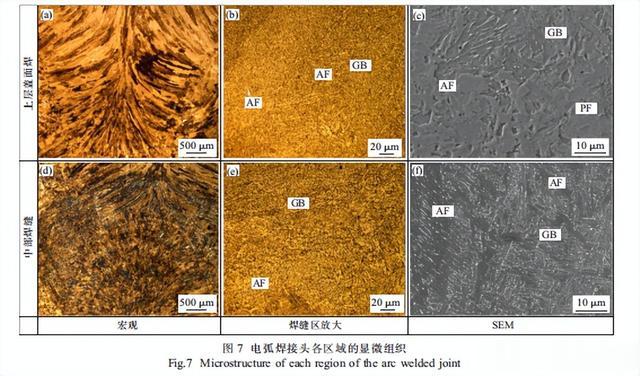
通过与上述图6对比可知,尽管焊缝区内的组织成分相似,但是激光填丝焊接头焊缝区内枝晶长度与宽度均小于电弧焊。
同时电弧焊接头焊缝区内的铁素体组织尺寸上部和中部相差程度大于激光填丝焊接头内的尺寸差异,且电弧焊接头内铁素体组织尺寸相对较大。
激光焊焊缝区出现较多粒状贝氏体以及少量马氏体组织,而电弧焊接头中没有观察到马氏体组织。这主要是与激光焊具有较高的冷却速度有关。

通常激光窄间隙填丝焊中冷却速度最大甚至超过了100℃/s。图7(c)、(f)与图6(c)、(f)相比,电弧焊接头中的铁素体形状不规则程度高于激光焊接头。这主要与点环激光的热源作用更具集中性有关,导致熔池内冷却速度快,晶粒组织不易长大。
«——【·热影响区微观组织·】——»
从图8(a)和(d)可以发现,激光焊接头热影响区粗晶区的晶粒尺寸更加均匀,尺寸均为60~80μm,而电弧焊接头热影响区粗晶区晶粒尺寸相差较大,其晶粒尺寸为50~120μm。
激光焊冷却速度快,且热影响区尺寸小,粗晶区晶粒长大时间变化范围较小,而电弧焊焊接热输入量大,冷却速度相对较慢,不同区域组织焊接热循环时间差异较大,因此有部分区域晶粒组织由于温度梯度大而发生异常长大。
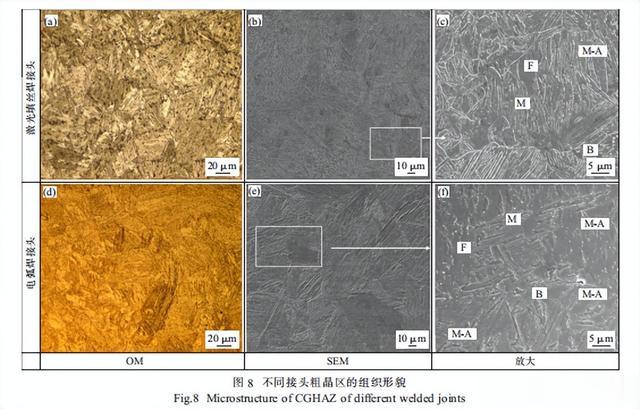
从图8(b)和8(e)可知,两种接头的粗晶区晶粒内部均出现了许多的针状马氏体组织。电弧焊接头中的马氏体组织分布多于激光焊接头。
从图8(c)和8(f)均发现了少量的粒状贝氏体组织以及铁素体,同时少量的碳化物弥散分布于这些组织之间,这表明两种焊接过程中热循环冷却温度区间存在重合。
然而从存在于铁素体之间的M-A组元含量上来看,电弧焊中不同形态的M-A组元成分较多,这同样与电弧焊热循环参数差异有关。
M-A组元主要是在冷却过程中由部分相变的奥氏体周围富集C原子冷却到室温后转变而来,具有一定的强化作用。此外粗晶区中产生的马氏体组织会对材料的韧性具有一定影响。
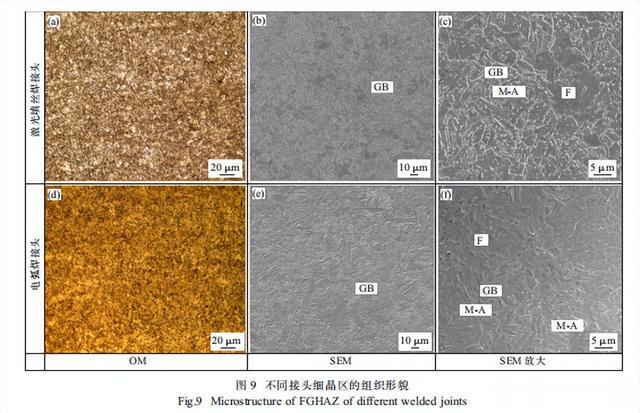
从图9可以发现激光焊和电弧焊接头的细晶区晶粒尺寸及微观组织分布均相似。两种焊接工艺所得接头细晶粒区组织都以粒状贝氏体和铁素体为主,并且在贝氏体和铁素体内弥散分布了细小的碳化物,同时也有M-A组元分布于粒状贝氏体中心,并多附着于原奥氏体晶界。
这表明该区域强韧性较好。从图10(a)、(b)和图10(d)、(e)中可以明显观察到激光焊与电弧焊不完全结晶区的微观组织,图中左右部分区域晶粒尺寸大小不一、非均匀化程度明显,其主要组织成分为粒状贝氏体、少量铁素体以及部分原始母材回火组织,少量的M-A组元分布于其中。
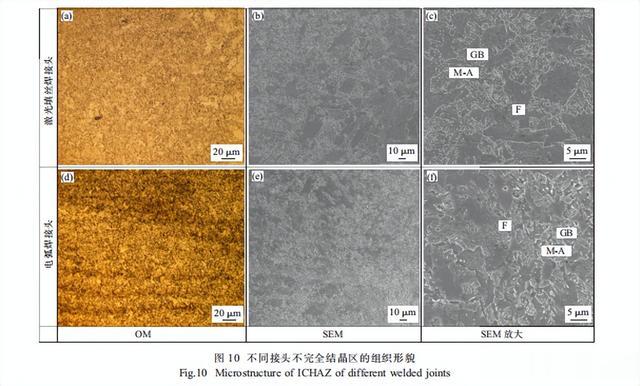
该部分由于靠近母材,热输入明显小于其他接头区域,发生了不完全奥氏体化转变,因此容易造成脆化,是组织发生剧变的区域。
对比两种焊接接头不完全结晶区,可以发现激光焊的区域尺寸明显小于电弧焊,同时电弧焊中M-A组元含量也明显多于激光焊。
由于铁素体与贝氏体为韧性相,富集的M-A组元就容易造成该区域淬硬,因此在M-A组元附近容易产生应力集中。
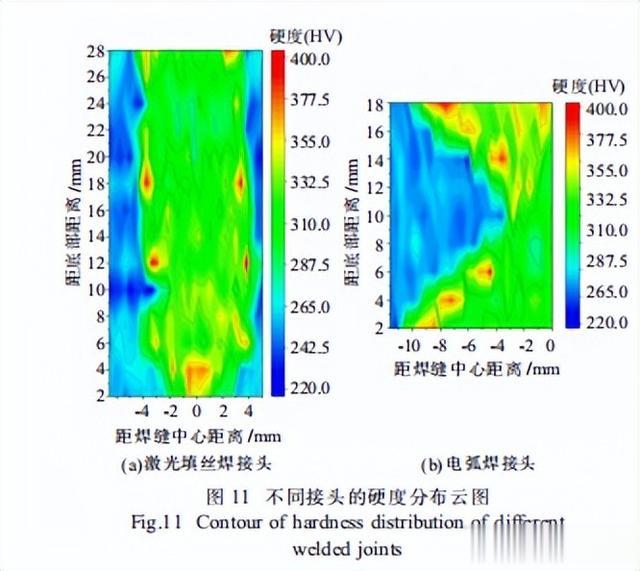
焊接接头显微硬度:激光填丝焊接头以及电弧焊接头的硬度分布如图11所示。可以看到,焊接接头硬度分布非常不均匀,母材区域显微组织最低,为245~260HV,硬度值最高的区域为热影响区粗晶区,高达390HV。粗光超窄间隙填丝焊的优势。
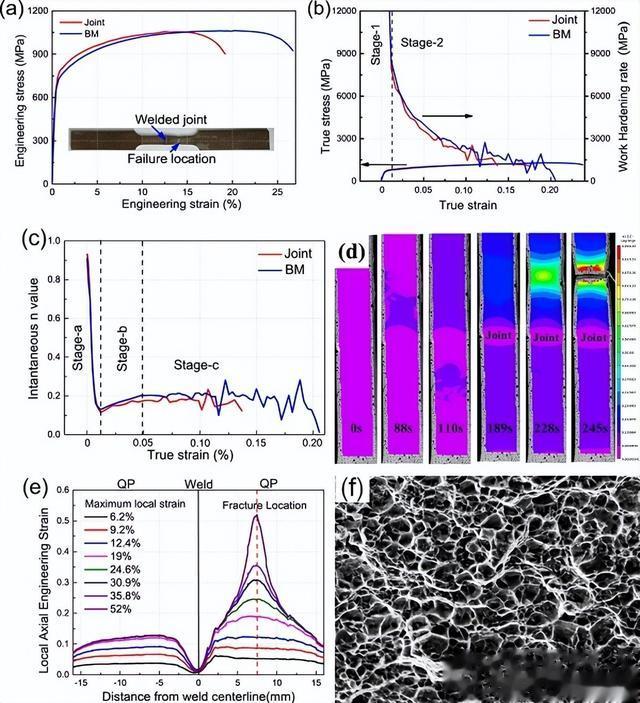
焊接接头拉伸性能:对两种焊接接头均进行室温拉伸性能测试,断裂部位均位于母材,如图13所示。
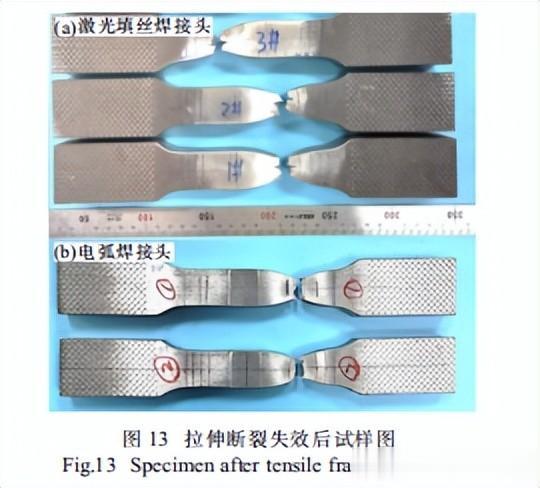
从表3可以看出,激光焊接头的拉伸强度为717.7MPa,电弧焊接头拉伸强度为728.7MPa,考虑到两种焊接方法所用的厚板母材性能有一定波动,综合判断两种焊接方法所获得的接头抗拉强度相当。
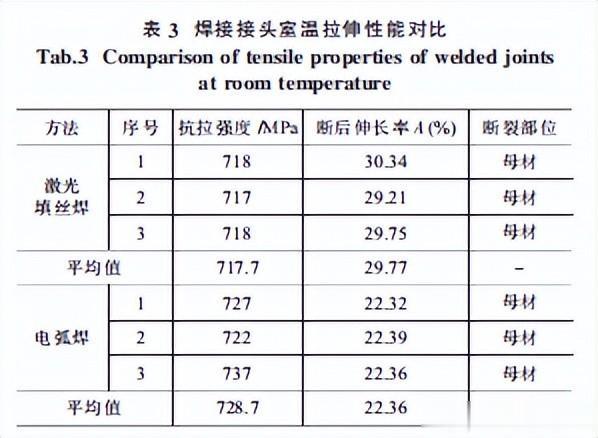
但是激光焊接头显示出良好的韧性,断后伸长率达29.7%,高于电弧焊接头晶区在较高冷却速度条件下所产生的针状马氏体组织是该处高硬度的主要原因。
细晶区和非完全结晶区尽管仍存在M-A组元脆性相,但由于粒状贝氏体以及铁素体较多,是母材与粗晶区的过渡区,因此硬度值有所下降。
图12(a)为两种接头上部的硬度分布,电弧焊接头焊缝区平均硬度值约为307HV,激光填丝焊接头焊缝区平均硬度约为320HV,这与图6中激光焊接头含有少量马氏体组织有关,同时与图7中电弧焊接头未明显观察到马氏体组织相对应。
电弧焊接头热影响区平均硬度约为355HV,高于激光填丝焊接头热影响区平均硬度(约335HV)。这与电弧焊接头热影响区粗晶区有较多马氏体组织有关。图12(b)为两种接头中部的硬度分布,两种接头各区域分布近似。
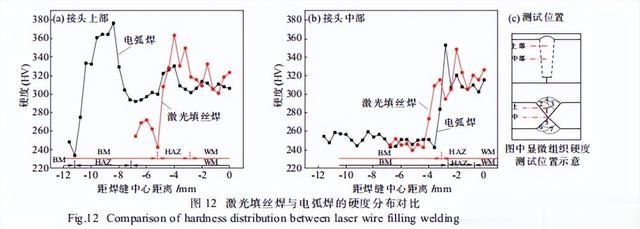
电弧焊接头中部焊缝区宽度较小,主要与坡口尺寸有关,而激光填丝焊由于采用了点环激光,热量输入集中的同时扩大了焊缝金属的流动性,使得不同层的硬度值分布总体上保持一致,这体现了激断后伸长率(22.3%)。
焊接接头微区冲击韧性:两种接头不同微区冲击性能试验结果如图14所示。可以看到,点环激光填丝焊接头上部室温冲击吸收功为99.1J,下部为91.7J,均大于电弧焊接头上部焊缝区43.5J和下部焊缝区45.9J。
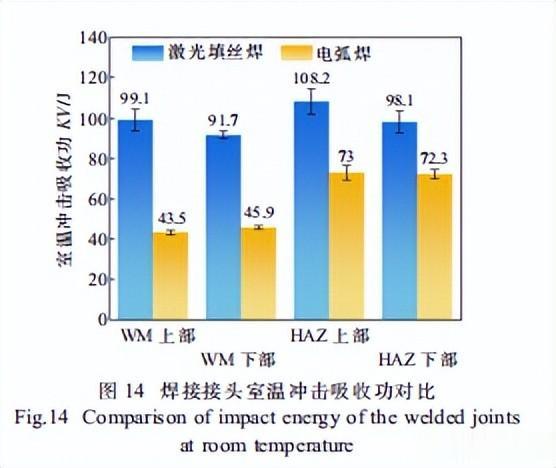
激光焊接头热影响区的冲击吸收功平均约为103J,相比电弧焊热影响区的冲击吸收功(平均约为73J)整体提高了41%。
从图15焊缝区断口组织形貌观察可知,两种接头的冲击断口均呈现准解理断裂。通过图15(b)、(b1)和图15(d)、(d1)对比可知,激光焊接头的断口在局部区域存在一些韧窝,且深度较大。
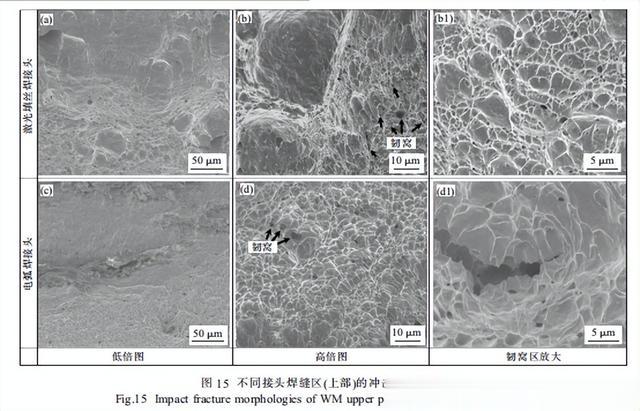
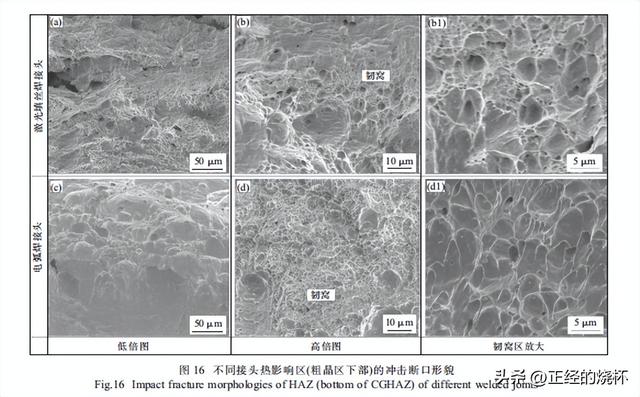
而电弧焊断口韧窝较少且韧窝聚集处存在裂纹,主要为脆性断面。这都显示出激光焊接头焊缝区组织具有较好的韧性,对比两种接头热影响区冲击断口形貌如图16所示。
电弧焊与激光焊的该区域断口形貌均为准解理断裂,但是电弧焊接头的断口中脆断的解理面尺寸明显大于激光焊,呈现典型的河流花样,这表明电弧焊接头脆性特征明显。
尽管电弧焊接头冲击断口中仍存在少数韧窝,但宏观尺寸上韧窝区域较少且深度较浅,仍少于激光焊接头断口中的韧窝数量和尺寸,这表明在冲击变形过程中,塑性变形吸收了能量,但其不如激光焊接头塑性好。因此,激光焊热影响区的冲击韧性要优于电弧焊。
«——【·结语·】——»
本文基于点环激光开展针对低合金高强钢厚板超窄间隙焊接工艺研究,利用中心点激光对焊丝加热,利用环激光对窄间隙坡口加热,以消除侧壁未熔合缺陷,完成了30mm厚度10CrNi3MoV钢焊接,并与传统电弧焊接头开展组织和性能对比。
力学测试表明,激光超窄间隙填丝焊接头拉伸强度与电弧焊接头近似相当,分别为为717.7MPa和728.7MPa,但是激光焊接头断后伸长率达29.7%,高于电弧焊接头断后伸长率(22.3%)。
激光超窄间隙填丝焊接头上部焊缝区和下部焊缝区的室温冲击功为99.1J和91.7J,热影响区冲击吸收功为103J,均大于电弧焊接头上部焊缝区43.5J、下部焊缝区45.9J,以及热影响区73J。综上激光超窄间隙焊接头有较优的综合力学性能。
